「内径の真円度がなかなか出ない」「深穴の内面研削を頼める加工先が見つからない」——内面研削は研削加工の中でも技術的難易度が高く、こうした悩みを抱える設計者・購買担当は少なくありません。
この記事では、内面研削の基本原理から貫通穴・止まり穴・テーパ穴の加工方法、砥石クイルの選定、達成可能な精度まで、実務に直結する知識を解説します。6台の内面研削盤でφ1.5〜φ220の精密加工を行う当社の経験をもとにお伝えします。
お急ぎの方へ
内面研削のお見積り・技術相談はお問い合わせフォームからお気軽にどうぞ。
内面研削とは
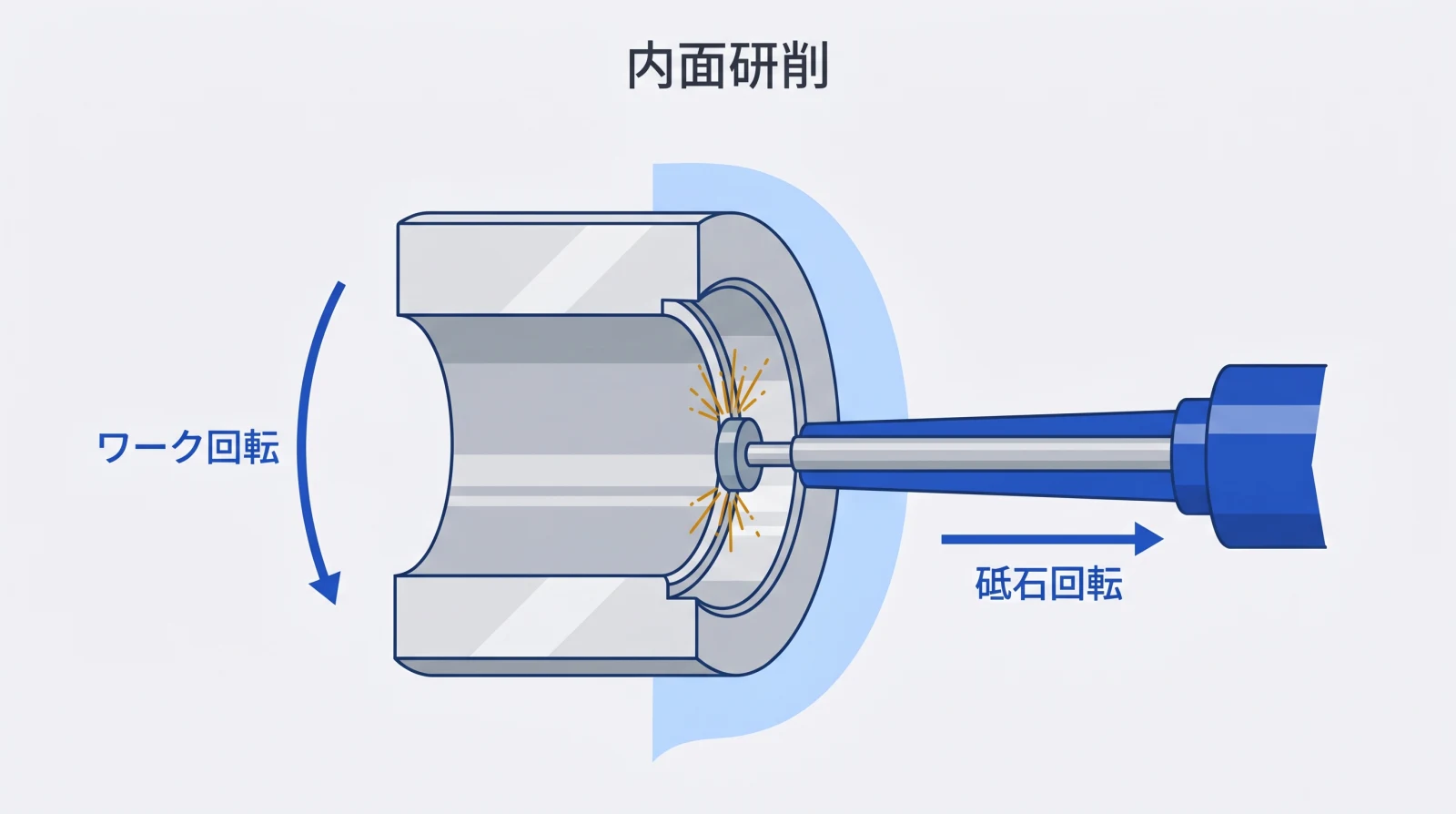
内面研削とは、ワークの穴(ボア)の内径面を砥石で精密に仕上げる加工法です。小径の砥石をクイル(砥石軸)に取り付けてワーク内部に挿入し、高速回転させながら内壁を研削します。
ベアリングの内輪、油圧バルブのスプール穴、金型のガイドブッシュ、シリンダのボアなど、穴の寸法精度と面粗度が部品の機能に直結する用途で不可欠な加工法です。
研削加工全般の基礎は「研削加工とは?種類・特徴・用途を解説」で、外径の研削については「円筒研削の基礎知識と加工精度の実力」で詳しく解説しています。
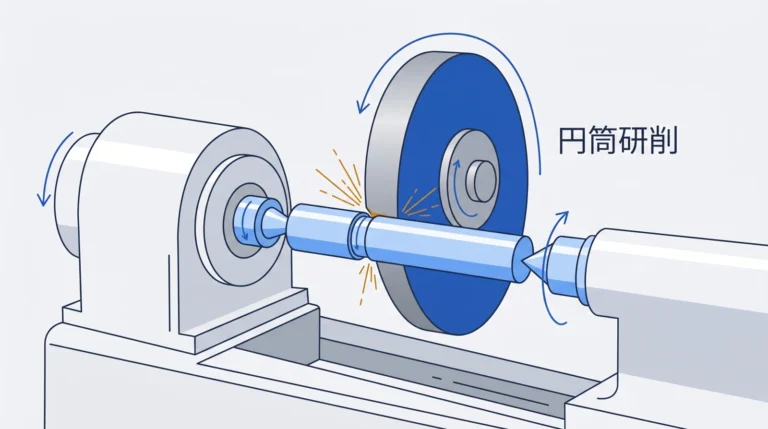
内面研削の基本原理
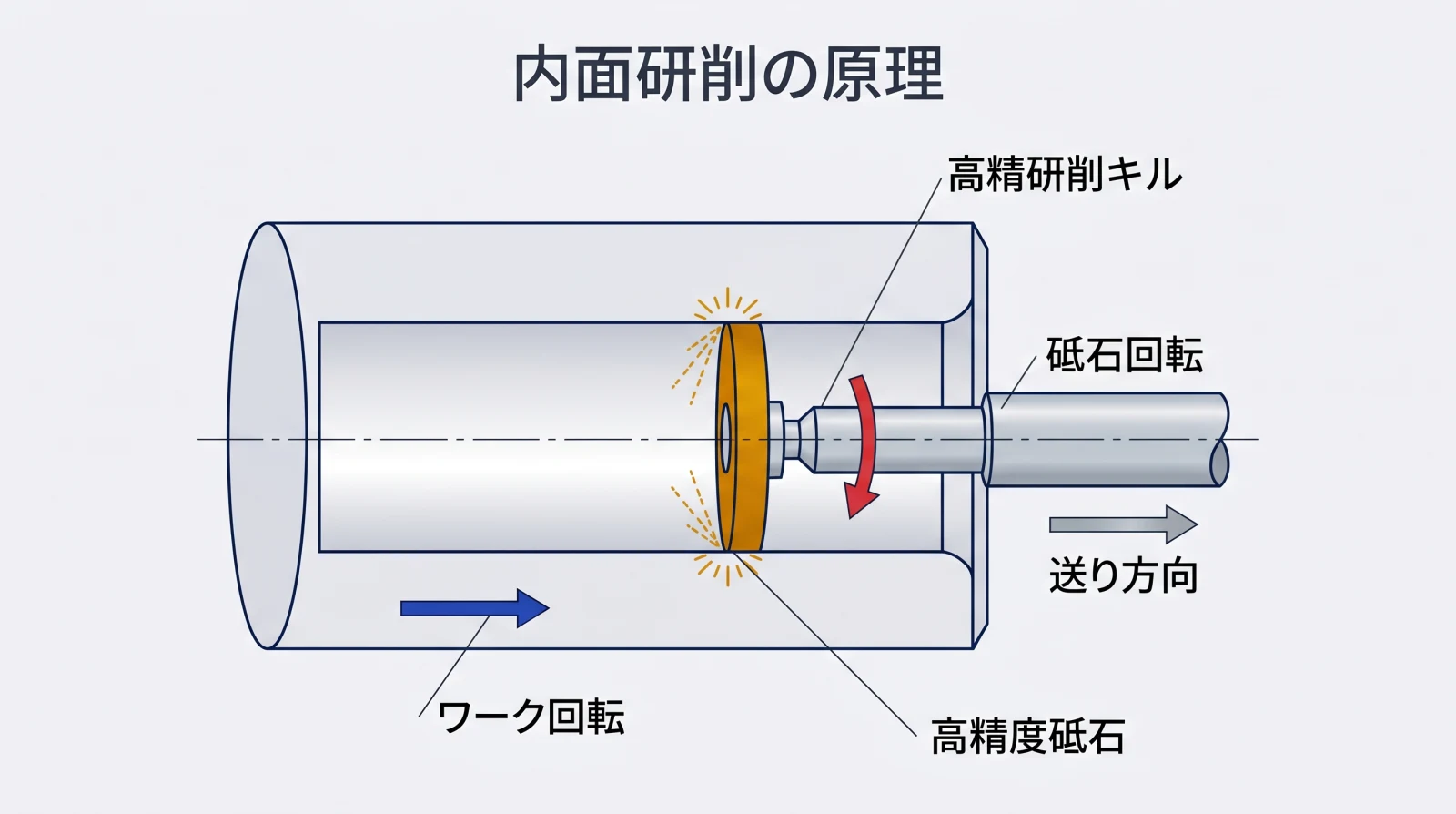
内面研削では、ワークをチャックで把持して低速回転させ、その内部に挿入した砥石を高速回転させて内壁を研削します。砥石とワークは互いに逆方向に回転するのが基本です。
円筒研削(外径研削)との大きな違いは、砥石径がワークの穴径より小さくなければならない点です。このため砥石径が制限され、以下のような技術的課題が生じます。
- 砥石周速の制限: 砥石径が小さいため、同じ回転数でも周速が遅くなる。切れ味を確保するには高回転が必要
- クイルの剛性: 砥石を支えるクイル(軸)が細長くなるほど、たわみや振動が発生しやすい
- 切りくず排出: 穴内部に切りくずが溜まりやすく、クーラントの供給も制約される
これらの課題を克服するには、砥石・クイル・加工条件の最適な組み合わせが不可欠です。内面研削が「研削加工の中で最も技術者の腕が問われる」と言われる所以です。
内面研削の3つの加工パターン
内面研削は、穴の形状に応じて大きく3つのパターンに分かれます。
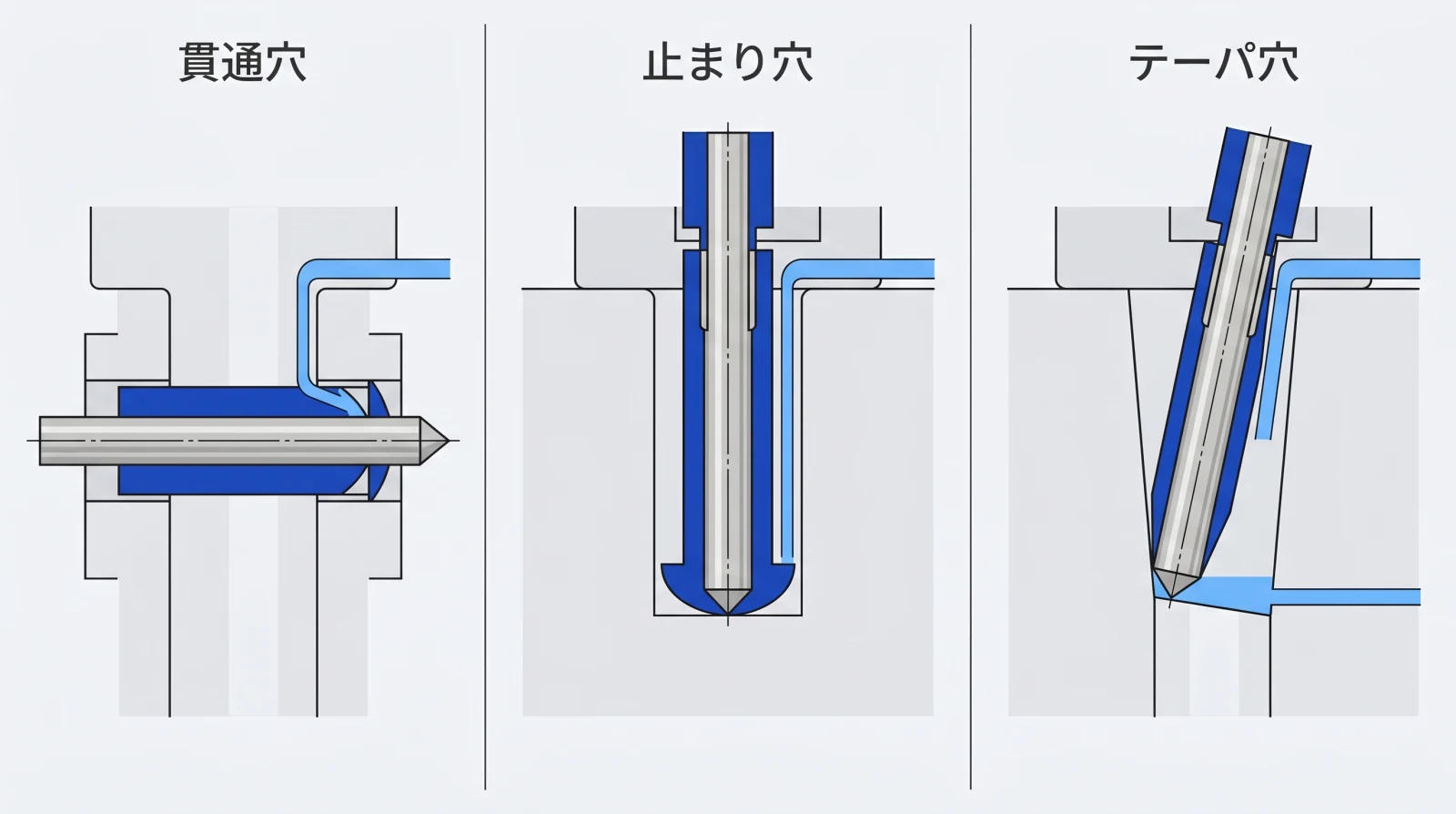
貫通穴の研削
両端が開いた穴(貫通穴)の内面研削です。砥石を穴の全長にわたってトラバース(往復)させて研削します。
- 特徴: 切りくずとクーラントが排出しやすく、最も安定した加工が可能
- 対応穴深さ: 当社実績で最大300mm(両側からの研削)
- 適用例: シリンダスリーブ、ブッシュ、ガイドピン穴
止まり穴の研削
片端が閉じた穴(止まり穴・袋穴)の内面研削です。砥石の逃げしろがないため、穴底付近での加工精度の確保が難しくなります。
- 特徴: 切りくず排出が困難で、穴底のR残りに注意が必要
- 対応穴深さ: 当社実績で最大170mm
- 適用例: 金型のキャビティ穴、バルブボディ
- 注意点: 穴底のR形状は砥石の先端形状に依存するため、事前に図面で確認が必要
テーパ穴の研削
内径がテーパ状に変化する穴の研削です。ワーク主軸またはテーブルを傾斜させて加工します。
- 特徴: テーパ角度の精度管理が重要。摺り合わせ検査で確認する場合もある
- 対応テーパ角: 当社実績で最大97°
- 適用例: 主軸テーパ穴、工具ホルダ、弁座
3パターンの比較表
| 項目 | 貫通穴 | 止まり穴 | テーパ穴 |
|---|---|---|---|
| 加工難易度 | ★★☆ | ★★★ | ★★★ |
| 切りくず排出 | ◎ 容易 | △ 困難 | ○ 普通 |
| クーラント供給 | ◎ 良好 | △ 制限あり | ○ 普通 |
| 精度管理の要点 | 円筒度 | 穴底R・円筒度 | テーパ角度・面粗度 |
| 当社対応深さ | 最大300mm | 最大170mm | 最大97° |
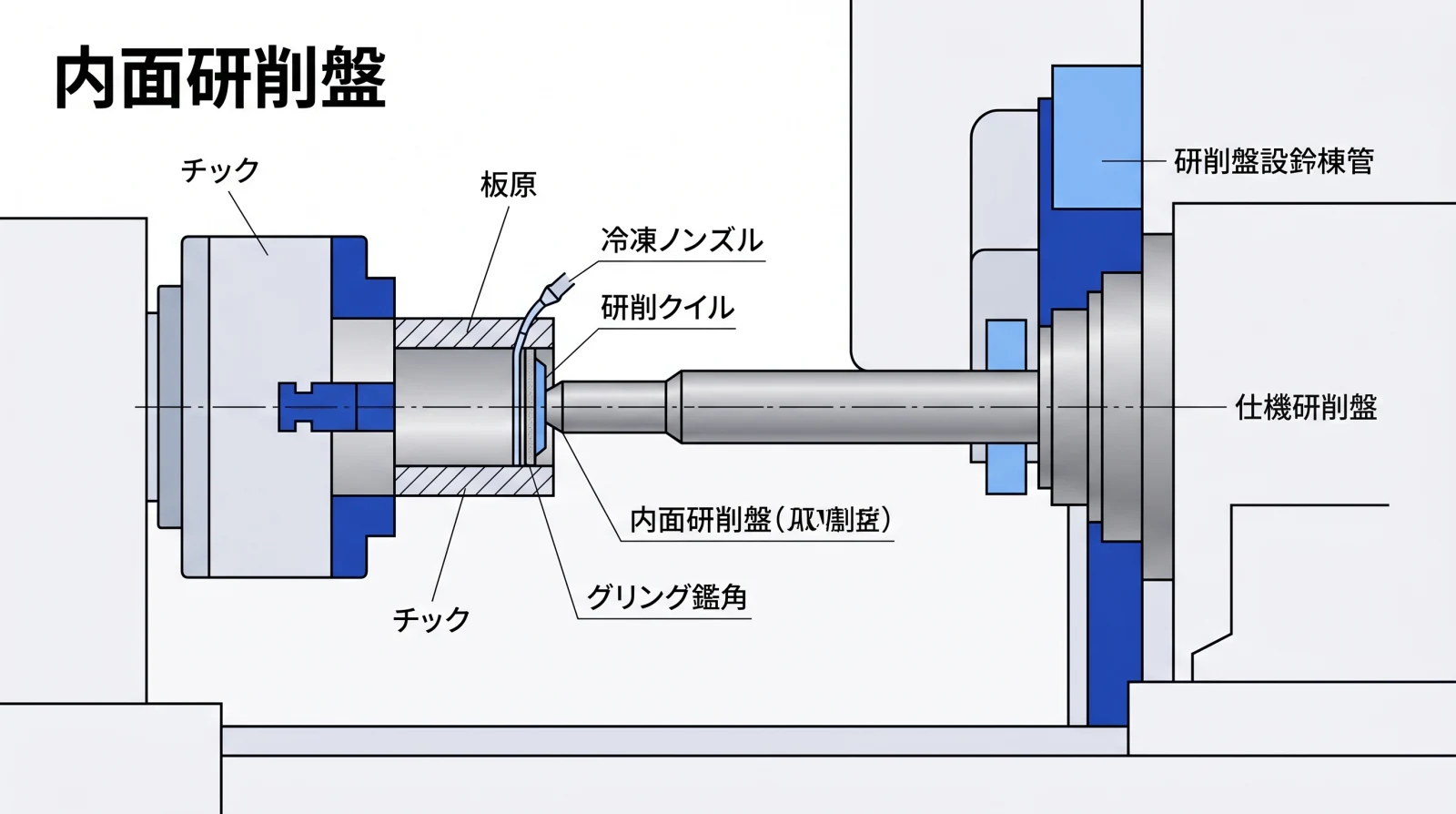
砥石クイルの選定と内製化
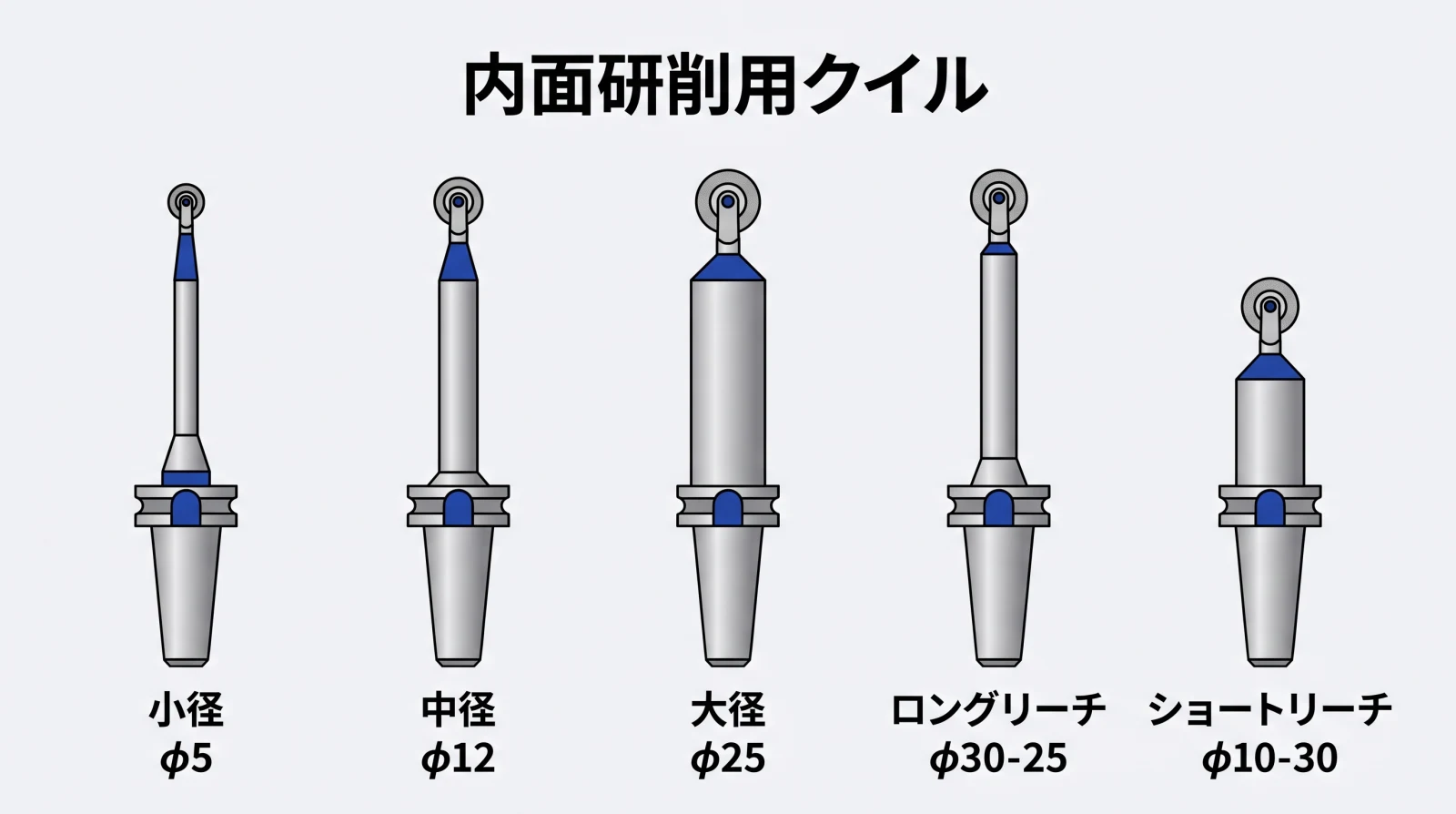
内面研削の品質を左右する最重要パーツが、砥石クイル(砥石軸)です。クイルの剛性と精度が、そのまま加工精度に直結します。
クイル選定の基本
クイルの選定では、以下の3点のバランスが重要です。
- 径: 穴径に対してできるだけ太いクイルを選ぶ(剛性確保)。目安はクイル径=穴径の60〜70%
- 長さ: 穴深さ+逃げしろ分。長いほど剛性が下がるため、必要最小限に設計する
- 材質: 鋼製(標準)、超硬(高剛性)、カーボン(軽量・制振)から用途に応じて選択
当社の砥石クイル内製化
市販のクイルでは対応できない特殊な穴形状に対して、当社では砥石クイルを内製しています。これにより以下のメリットがあります。
- 穴径・穴深さに最適化したクイル設計が可能
- 市販品にない特殊形状(段付き穴、深穴用ロングクイル)に対応
- クイルの消耗・破損時に即座に再製作できるため、納期ロスが少ない
この内製化技術により、当社の内面研削では深穴300mmの貫通穴研削やφ1.5の極小径穴にも対応しています。
内面研削で達成できる精度
内面研削は外径研削に比べて精度確保が難しいものの、適切な条件設定により高い精度を実現できます。
| 精度項目 | 一般的な目標値 | 当社実績 |
|---|---|---|
| 寸法公差 | ±0.005mm | ±0.001mm |
| 真円度 | 2μm以下 | 1μm以下 |
| 円筒度 | 5μm以下 | 2μm以下(側面穴なしの場合) |
| 表面粗さ | Ra0.2以下 | Ra0.05(実績値) |
| 対応内径 | φ5〜φ200 | φ1.5〜φ220 |
精度を左右する5つの要因
- クイルの剛性: 細く長いクイルほど精度が出にくい。L/D比(突き出し長さ/クイル径)を4以下に抑えるのが目安
- ワーク保持力: チャッキング圧が過大だと薄肉ワークが変形し、チャック解放後に真円度不良となる
- 砥石の選定: 穴径に合わせた砥石径・幅・粒度の最適化。小径穴ほどCBN砥石が有利
- クーラント管理: 穴内部への確実な供給が不可欠。ノズル位置と流量の調整が重要
- 熱変形対策: 暖機運転の実施、研削中の温度監視、スパークアウトの十分な確保
内面研削のご相談
「この穴形状は内面研削で対応できるか」「どこまでの精度が出せるか」など、技術的なご質問もお待ちしています。お問い合わせはこちら(TEL: 0276-30-3570)
内面研削が使われる代表的な部品
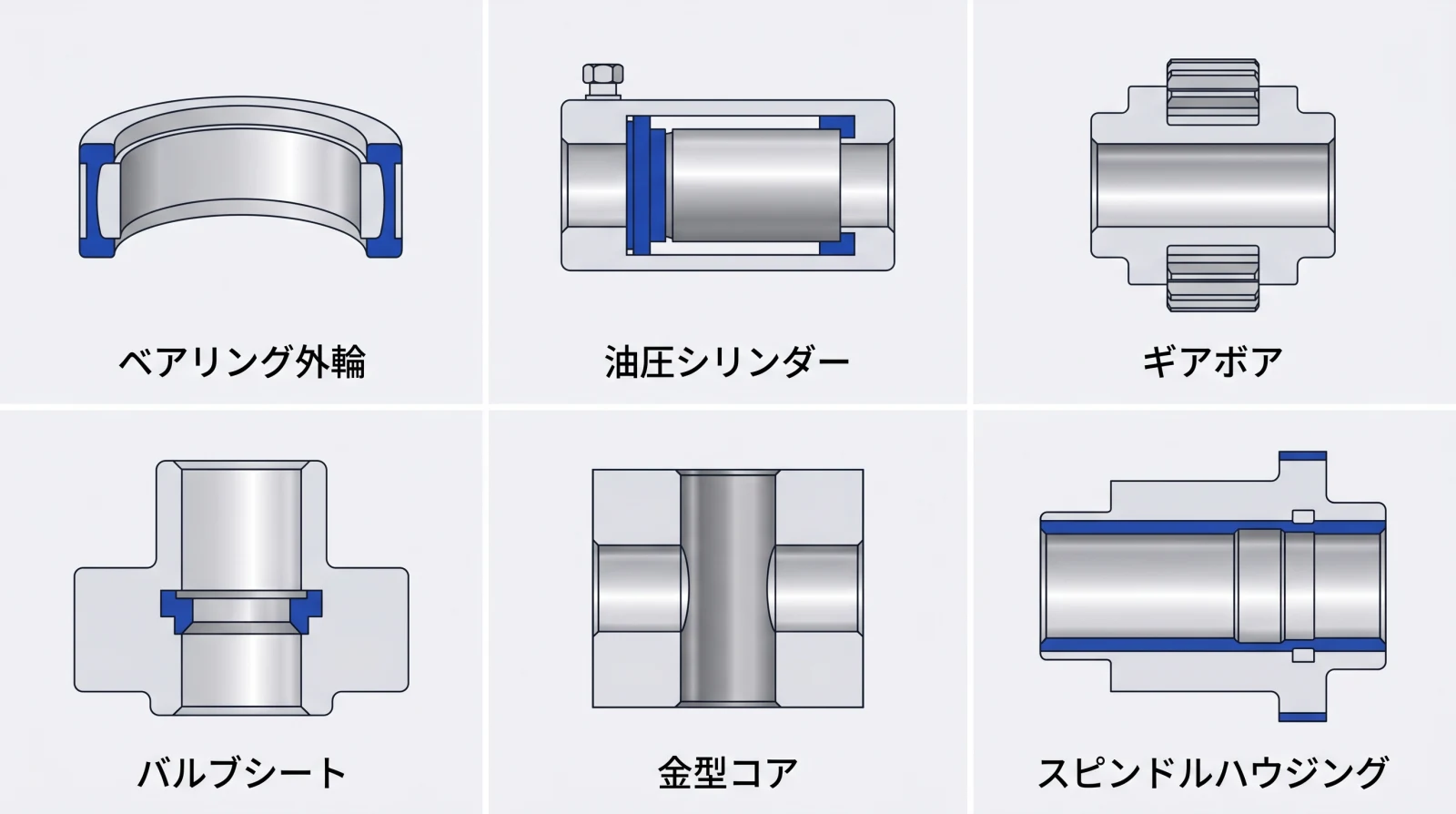
内面研削は、穴の精度が部品機能に直結する幅広い分野で活用されています。
| 部品分類 | 代表部品 | 内面研削の役割 | 要求精度 |
|---|---|---|---|
| 軸受 | ベアリング内輪 | ころ・玉の軌道面仕上げ | 真円度0.5μm、Ra0.05 |
| 油圧機器 | シリンダボア、スプール穴 | 摺動面の精密仕上げ | 寸法公差±0.003mm |
| 金型 | ガイドブッシュ、ダイ穴 | 嵌合精度の確保 | 寸法公差±0.002mm |
| 自動車 | インジェクタノズル穴 | 燃料噴射の均一性確保 | Ra0.1以下 |
| 半導体装置 | 真空チャンバー部品 | シール面の精密仕上げ | 真円度1μm以下 |
当社の加工事例ページでも内面研削の実績をご紹介しています。SCMスリーブの内面研削やサーメット内面研削など、具体的な素材・寸法・精度をご確認いただけます。