研削加工で生じる「研削焼け(けんさくやけ)」は、ワーク表面の変色や微細クラックを引き起こし、最悪の場合は耐久性低下や疲労破壊の原因となる重大なトラブルです。特に焼入れ材・ステンレス・ニッケル基合金の研削では、加工条件をひとつ誤るだけで容易に発生します。
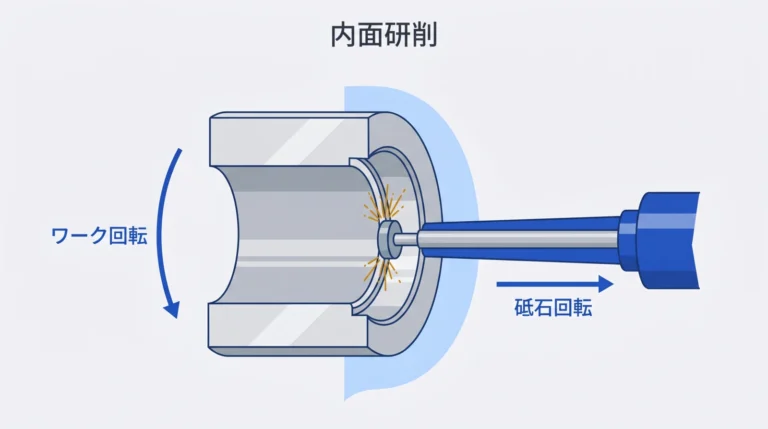
本記事では、研削焼けが起きるメカニズム、4つの主な原因、防止のための加工条件、現場での見分け方、発生時の対処までを実務目線で整理します。研削加工全般の精度管理については内面研削の精度管理もあわせてご覧ください。
■ お急ぎの方へ
研削焼けによる不良でお困りでしたら、ワークの材質・加工条件・現状の不良写真をお送りください。原因切り分けのポイントをご回答します。お問い合わせフォームからどうぞ。
研削焼けとは
研削焼けは、研削加工中に発生した熱でワーク表面の温度が局所的に上昇し、材料の組織変化・酸化・変色・残留応力の変化が起こる現象です。表面に虹色や茶色の変色が現れるため目視で気付くことが多いですが、変色がない「不可視の焼け」もあるため、量産現場では検出方法を含めた管理が欠かせません。
焼けが起きるメカニズム
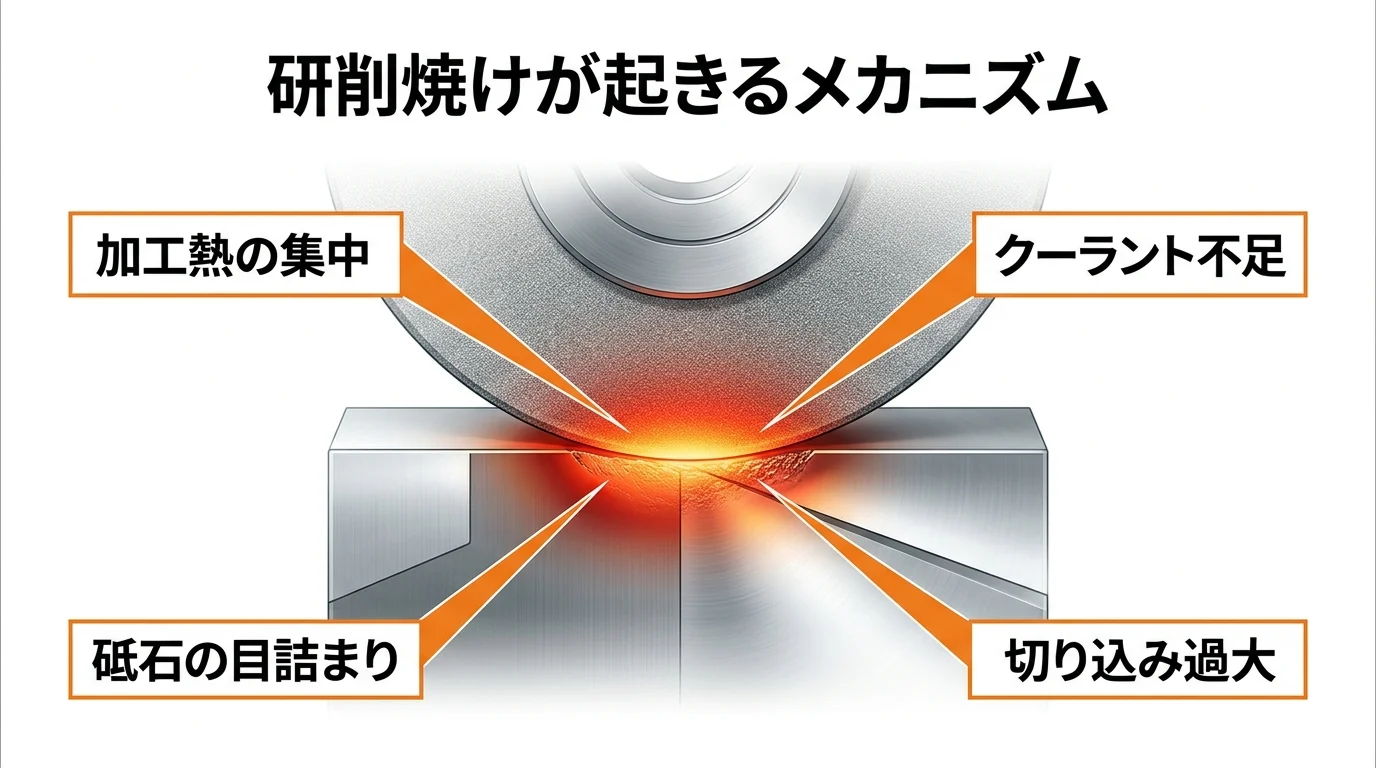
研削は1個の砥粒が極小の切粉を削り取る加工ですが、その瞬間の砥粒先端温度は1000℃を超えることもあります。通常はクーラントの冷却効果で熱がワークに残らないように制御されていますが、次のような条件が重なると熱がワーク内部に蓄積し、焼けが発生します。
- 砥石の選定ミス(硬すぎる・粒度が合わない)
- 切り込み量の過大
- クーラント不足(流量・濃度・吐出位置)
- 砥石の目詰まり(ドレッシング不足)
- 機械の振動による断続加工
焼けによる弊害
焼けは見た目の問題だけではありません。次のような材料特性の劣化を引き起こします。
| 弊害 | 内容 |
|---|---|
| 組織変化 | 焼戻し軟化や再焼入れ層の発生 |
| 残留引張応力 | 疲労強度の大幅な低下 |
| 微細クラック | 使用中のクラック進展・破断 |
| 硬度低下 | 耐摩耗性の低下 |
| 酸化皮膜 | 後工程の塗装・めっき密着性の悪化 |
焼入れ材の研削では、表面わずか数十μmの薄い層に再焼入れ層・焼戻し層が形成されることがあり、これが疲労破壊の起点となるケースもあります。航空・自動車・医療部品など信頼性が要求される用途では、焼け管理は加工品質の生命線です。
研削焼けが起きる主な原因
砥石の選定ミス
砥石の硬さ(結合度)が高すぎたり、粒度が小さすぎたりすると、目つぶれを起こした砥粒が脱落せず、ワークを「擦る」状態が続いて熱が発生します。難削材を一般的なWA砥石で加工すると、わずかな時間で目詰まりして焼けが発生する典型例です。
適切な砥石選定の基本は次のとおりです。難削材についてはハステロイ・インコネルの内面研削もご参照ください。
- 焼入れ鋼: WA砥石(H〜J)またはCBN砥石
- ステンレス: GC砥石(J〜L)
- 難削材(ニッケル基合金等): CBN砥石(H〜J)
- 超硬: ダイヤモンド砥石
切り込み量の過大
1パスあたりの切り込み量が大きすぎると、砥粒1個あたりの仕事量が増え、加工熱が急激に上昇します。特に仕上工程で切り込みを欲張ると、寸法は合っていても焼けが入ってしまうことがあります。
仕上工程の切り込み量は1μm以下に抑え、スパークアウトを十分取ることが基本です。粗研削でも、ワーク剛性に応じた適切な切り込み量を守ることで熱発生を抑えられます。
クーラント不足
クーラントは冷却・潤滑・切粉排出の3役を担っており、いずれが不足しても焼けの原因になります。具体的には次のような状態で焼けが起きやすくなります。
- 流量が少なく、加工点に届く前に蒸発してしまう
- 吐出位置が加工点からずれて、冷却が効かない
- 濃度が薄く、潤滑性が確保できない
- クーラント温度が上がりすぎて冷却能力が落ちている
- 切粉が混入した状態で循環し、ノズルが詰まる
砥石の目詰まり
砥石が目詰まり(ローディング)すると、切れ味が低下して摩擦熱が急増します。難削材ほど目詰まりしやすいため、ドレッシング頻度を上げる必要があります。仕上工程の前には必ずドレッシングを行い、新鮮な切れ刃で加工することが焼け防止の基本です。
焼けを防ぐ加工条件
研削焼けを防ぐための条件設定は、結局のところ「加工熱の発生を抑える」と「発生した熱を素早く逃がす」の2方向に整理できます。
砥石の柔らかい結合度を選ぶ
結合度が高い(硬い)砥石は摩耗しにくい一方で、目つぶれしても砥粒が脱落しないため切れ味が落ちます。難削材や焼入れ材では、結合度をやや低め(H〜J)にして、自生作用(砥粒が脱落して新しい切れ刃が露出する)を促すのが有効です。
切り込み量を細かく刻む
「一気に削る」よりも「細かく刻む」方が、結果的に焼けが起きにくく寸法も安定します。仕上工程では切り込み量を0.5〜1μmまで落とし、最後にスパークアウトで仕上げるのが定石です。
クーラント供給を確保する
クーラントは加工点に直接届くノズル位置に調整します。流量は通常材より20〜30%多めに設定し、温度は室温±2℃以内で安定化させると効果的です。
適切なドレッシング頻度
砥石の状態を新鮮に保つことが、焼け防止の決め手のひとつです。一般材で3〜5ロット毎、難削材で1〜3ロット毎を目安にドレッシングを実施し、必要に応じて1ロット内の仕上工程前にも追加で行います。
焼けの見分け方
目視(変色)による検査
もっとも基本的な方法が目視検査です。研削焼けが入った表面には次のような変色が現れます。
- 薄黄色・茶色: 200〜300℃の加熱を示す
- 紫色: 300〜400℃
- 青色: 400〜500℃
- 暗い灰色・黒色: 500℃以上、深刻な焼け
ただし、軽度の焼けや組織変化を伴わない焼けは目視で見抜けないことがあります。そのため、量産の品質保証では次の検査方法を併用します。
酸エッチングテスト
ワーク表面を硝酸エタノール溶液(ナイタール液)などで処理し、組織変化を可視化する検査方法です。再焼入れ層・焼戻し層が肉眼で識別できるようになり、焼けの深さや分布を評価できます。航空・防衛部品の量産検査ではJIS規格・社内規格に基づく規定処理が定められているケースがあります。
残留応力測定
X線回折法やひずみゲージ法でワーク表面の残留応力を測定し、引張応力が想定外に大きい場合は焼けの兆候と判断します。研究・量産安定化の場面で活用されます。
焼けが発生したときの対処
焼けの兆候を発見した場合、次の手順で原因を切り分けます。
- 砥石の状態を目視確認 → 目詰まりがあればドレッシング実施
- クーラント流量・吐出位置・濃度・温度をチェック → 不適切なら調整
- 切り込み量・送り量を仕様の50〜70%まで下げて試し研削
- それでも改善しなければ砥石の種類・結合度を見直し
- 機械の振動・スピンドル状態を点検
焼けが入ったワーク自体は、表面の焼け層を取り除く追加研削(リワーク)が必要になります。ただし焼けが深い場合はワーク再製作が必要となるため、ロット内の他の部品にも焼けが及んでいないか確認することが先決です。
アミイダの焼け対策
当社(株式会社アミイダ/群馬県太田市)では、難削材を含む幅広い材質の研削加工で焼けを防ぐため、次の管理体制を取っています。
- 材質ごとに最適化された砥石選定データベース
- クーラント温度を室温±1℃で管理する専用エリア
- 仕上工程前のドレッシングを標準作業として徹底
- 外観検査+必要に応じた酸エッチングによる焼け検査
- 焼入れ材・ステンレス・ニッケル基合金の研削条件を社内ノウハウとして蓄積
これにより、ロット内ばらつきを抑えた安定した加工品質を実現しています。設備や加工事例の詳細は設備一覧と加工事例でご確認いただけます。
■ お問い合わせ
研削焼けの不良対策、難削材の研削、要求精度の達成可否などでお悩みでしたら、株式会社アミイダにご相談ください。材質・寸法・要求精度をお知らせいただければ、最適な加工条件と検査体制をご提案いたします。
お問い合わせフォームからお気軽にどうぞ。