「円筒研削ではどこまでの精度が出せるのか」「トラバースとプランジはどう使い分けるのか」——シャフトやピンなど円筒形状の精密仕上げに円筒研削は欠かせませんが、その原理や方式の違いを体系的に理解する機会は意外と少ないのではないでしょうか。
この記事では、円筒研削の基本原理から3つの研削方式の使い分け、達成可能な精度、対応材質、ワーク保持方法まで、実務に直結する知識を解説します。17台の円筒研削盤で月産70,000個の実績を持つ当社の知見をもとにお伝えします。
お急ぎの方へ
円筒研削のお見積り・技術相談はお問い合わせフォームからお気軽にどうぞ。図面をお送りいただければ最短で回答いたします。
円筒研削とは
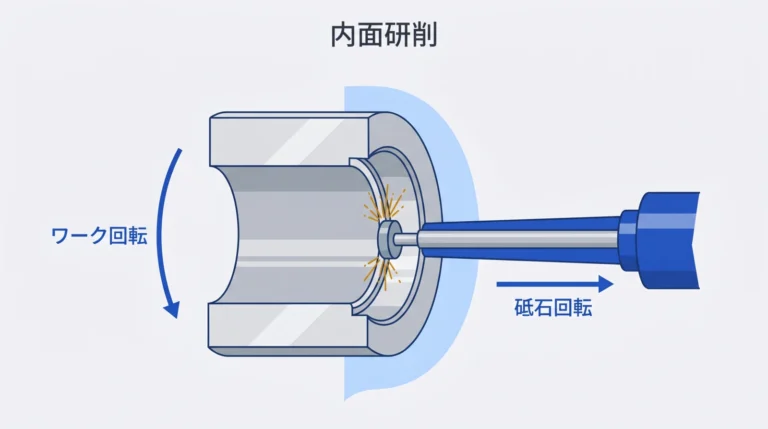
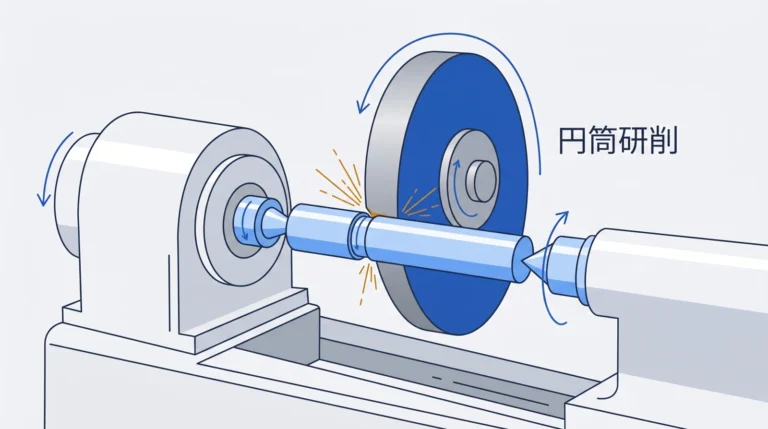
円筒研削とは、丸棒やシャフトなど円筒形状ワークの外径面を砥石で精密に仕上げる加工法です。ワークを回転させながら高速回転する砥石を押し当て、外周面を均一に削り取ることで、高い真円度と滑らかな表面仕上げを実現します。
切削加工(旋盤加工)で形状を作った後、最終仕上げとして円筒研削を行うのが一般的な工程です。特に焼入れ後の高硬度材は旋盤では加工できないため、円筒研削が唯一の仕上げ手段となります。
研削加工の基本については「研削加工とは?種類・特徴・用途を解説」で詳しく解説しています。また、切削加工との違いは「研削加工と切削加工の違いを比較解説」もご参照ください。
円筒研削の基本構成
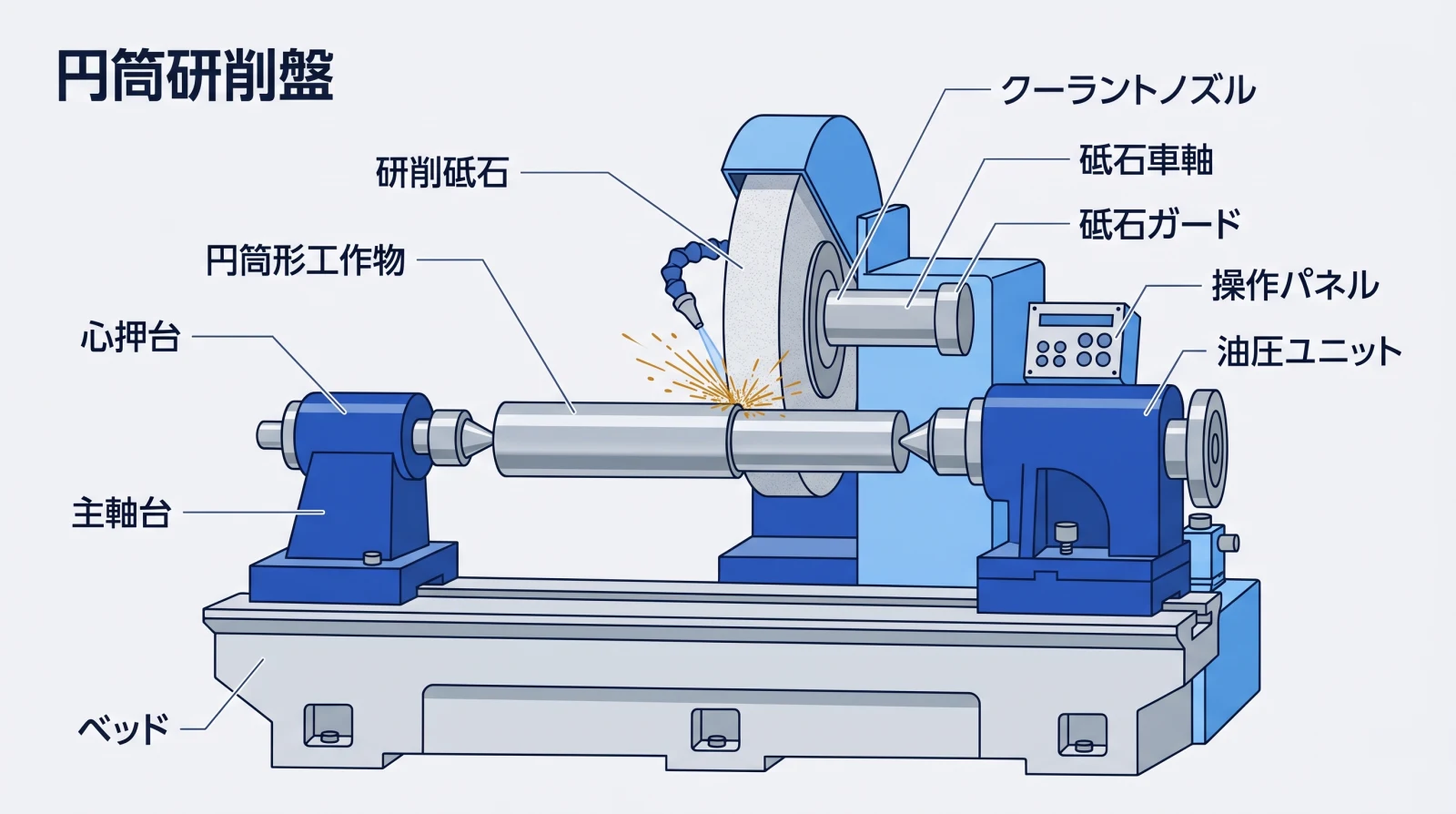
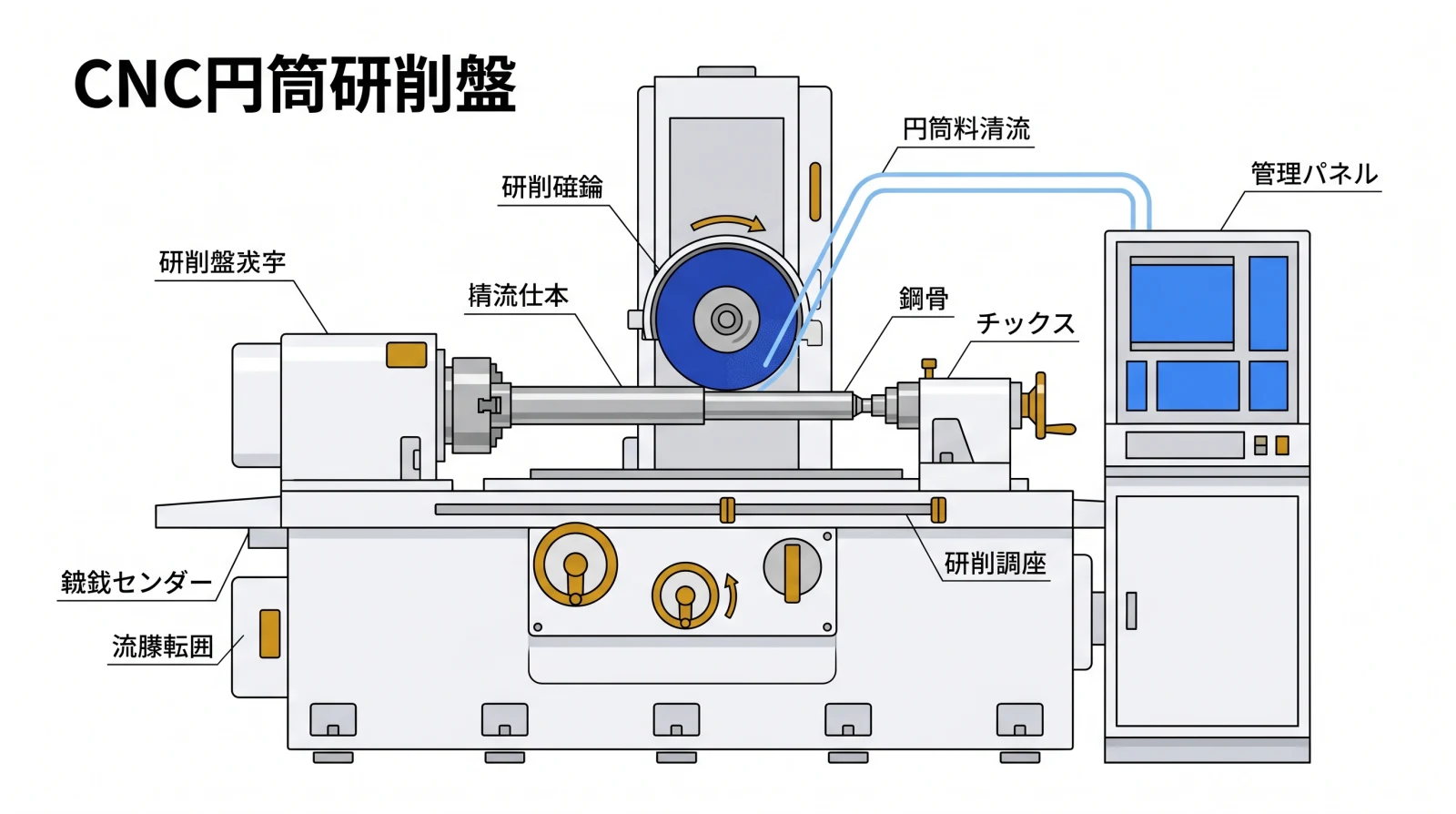
円筒研削盤は、以下の主要要素で構成されます。
- 砥石台: 砥石を高速回転(1,500〜2,000m/min)させる。切込み方向への精密送り機構を備える
- 主軸台・心押台: ワークを両センタで保持し、低速回転(10〜50m/min)させる
- テーブル: ワークを軸方向に移動させる。トラバース研削時に使用
- クーラント供給装置: 研削点に研削油を供給し、熱と切りくずを除去する
砥石とワークは互いに逆方向に回転し(アップカット方式)、砥石の周速がワークの100倍以上速いことで微細な切りくずが生成されます。
3つの研削方式と使い分け
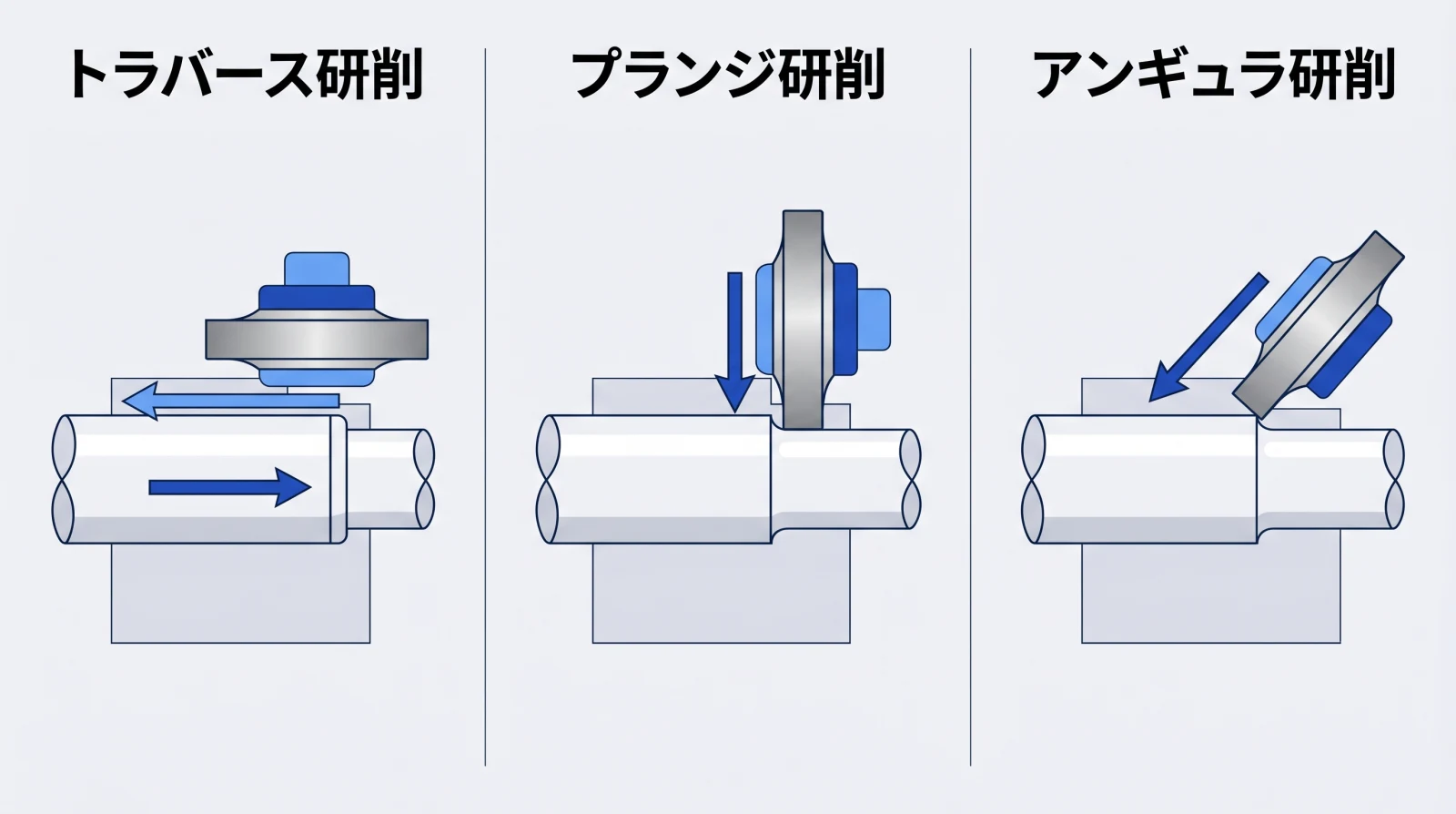
円筒研削には主に3つの方式があり、ワーク形状と要求精度に応じて使い分けます。
トラバース研削(縦送り研削)
砥石を回転させたまま、ワークを軸方向に往復移動させる方式です。長尺シャフトや全長にわたって均一な外径精度が必要な部品に適しています。
- 得意なワーク: 長尺シャフト、ロッド、スピンドル
- 特徴: 広い研削面を均一に仕上げられる。砥石幅より長いワークに対応可能
- 注意点: 往復のオーバーラン量と送り速度の設定が面粗度に影響する
プランジ研削(横送り研削)
砥石をワークの径方向に切り込む方式です。短い加工長を高精度に仕上げるのに適しており、段付きシャフトの各段や溝部の仕上げに多用されます。
- 得意なワーク: 段付きシャフト、ピン、溝付き部品
- 特徴: 加工時間が短い。砥石幅の範囲内であれば高精度に仕上がる
- 注意点: 砥石幅を超える加工長には対応できない。砥石の摩耗管理が重要
アンギュラ研削(斜め送り研削)
砥石を斜め方向に切り込む方式で、端面と外径を同時に加工できます。ベアリングの内輪やフランジ付きシャフトなど、端面と外径の直角度が重要な部品に適しています。
- 得意なワーク: フランジ付きシャフト、段付き部品の肩面
- 特徴: 外径と端面を一度に加工でき、直角度を高精度に管理可能
- 注意点: 砥石のドレス形状管理が複雑になる
3方式の比較表
| 項目 | トラバース | プランジ | アンギュラ |
|---|---|---|---|
| 砥石の動き | 軸方向に往復 | 径方向に切込み | 斜め方向に切込み |
| 加工長 | 砥石幅以上OK | 砥石幅以内 | 砥石幅以内 |
| 加工時間 | やや長い | 短い | 短い |
| 適用形状 | 長尺・均一径 | 段付き・短尺 | 肩面・フランジ |
| 量産向き | ○ | ◎ | ◎ |
実際の加工では、1本のシャフトに対してトラバースとプランジを組み合わせるケースも多くあります。長尺部はトラバースで、段付き部はプランジでと、部位ごとに最適な方式を選択します。
円筒研削で達成できる精度
円筒研削は、機械加工の中でも最も高い精度を実現できる工法の一つです。具体的にどの程度の精度が可能なのか、項目別に解説します。
寸法精度
外径の寸法公差は±0.001mm(1μm)が実用的な精度です。IT等級ではIT5〜IT6に相当し、精密嵌合部品やベアリング関連部品で求められるレベルです。
真円度
真円度は0.5μm以下が達成可能です。真円度はシール面や軸受面の機能に直結するため、油圧部品やスピンドル部品では特に厳しく管理されます。当社の円筒研削では真円度0.5μm以下を安定的に実現しています。
円筒度
円筒度は0.5〜2μm程度が一般的な目標値です。長尺ワークほど達成が難しくなるため、ワーク剛性と支持方法の最適化が重要です。
表面粗さ
表面粗さはRa0.03〜Ra0.4μmの範囲で仕上げが可能です。砥石の粒度、ドレッシング条件、スパークアウト(最終仕上げで切込みゼロの空送り)の回数によって制御します。
精度実績まとめ
| 精度項目 | 一般的な目標値 | 当社実績 |
|---|---|---|
| 寸法公差 | ±0.005mm | ±0.001mm |
| 真円度 | 1μm以下 | 0.5μm以下 |
| 円筒度 | 2μm以下 | 0.5μm以下 |
| 表面粗さ | Ra0.2以下 | Ra0.03 |
| 同軸度 | 3μm以下 | 0.5μm以下 |
上記は標準的な条件での値です。ワークの形状・材質・ロットにより異なりますので、具体的な精度要求についてはお気軽にお問い合わせください。
ワーク保持方法と選び方
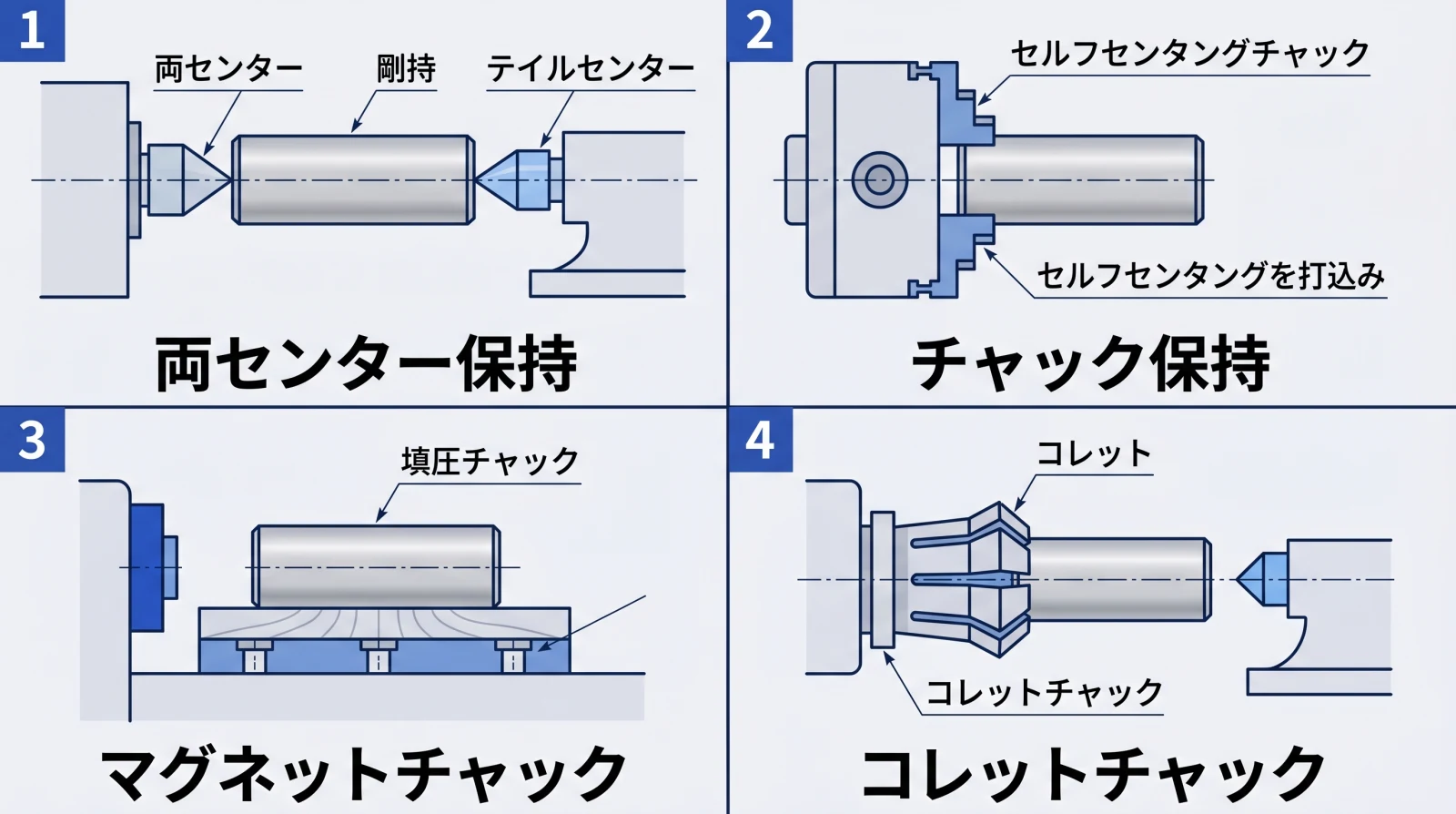
円筒研削の精度を左右する重要な要因がワーク保持方法です。保持が不安定だと真円度不良やびびりの原因になります。
両センタ支持
最も基本的な保持方法です。ワーク両端のセンタ穴を主軸台と心押台のセンタで支持し、ケレ(回し金)で駆動力を伝達します。
- 利点: 同軸度が高い。段取り替え後も再現性が高い
- 適用: シャフト、ピン、スピンドルなど基本的な丸物部品
- 注意: センタ穴の精度がそのまま加工精度に影響する
チャック保持
三つ爪チャックまたはコレットチャックでワークを把持する方法です。短いワークや片端のみ加工する場合に適しています。
- 利点: 段取りが簡単。センタ穴が不要
- 適用: 短尺部品、リング形状、ブッシュ類
- 注意: チャッキング圧による変形に注意(薄肉ワークは特に)
マグネットチャック
磁力でワークを固定する方法です。外力による変形が少なく、薄肉のリングや円盤状ワークの端面研削に使用されます。
治具による特殊保持
偏心シャフトやカム形状など、標準の保持方法では対応できない形状には専用治具を製作して対応します。当社では加工形状に合わせた治具設計も行っています。
対応材質と加工のポイント

円筒研削は幅広い材質に対応可能です。ただし、材質ごとに適切な砥石選定と加工条件の調整が必要です。
| 材質分類 | 代表鋼種 | 推奨砥石 | 加工のポイント |
|---|---|---|---|
| 炭素鋼 | S45C、S50C | WA(白色アルミナ) | 標準的な条件で安定加工可能 |
| 合金鋼(焼入れ) | SCM435、SCM440 | WA / CBN | 焼入れ硬度に応じてCBNを検討 |
| 工具鋼(焼入れ) | SKD11、SKD61 | CBN | 研削焼けに注意。低切込み・十分なクーラント |
| 軸受鋼(焼入れ) | SUJ2 | CBN | 高真円度要求。スパークアウト多めに |
| ステンレス | SUS304、SUS316 | WA / GC | 加工硬化に注意。目詰まりしやすい |
| アルミ合金 | A5052、A7075 | GC(緑色炭化ケイ素) | 溶着防止に油性クーラント推奨 |
| 超硬合金 | WC-Co系 | ダイヤモンド | チッピング防止に微細粒度を選択 |
| セラミック | Al₂O₃、ZrO₂ | ダイヤモンド | 延性モード研削で割れを防止 |
当社の円筒研削では上記12種類以上の材質に対応しています。特殊材の研削についてもご相談ください。インコネル、ハステロイ、パーマロイといった耐熱合金や特殊合金の加工実績もあります。
円筒研削のご相談
材質・精度・ロットに合わせた最適な研削条件をご提案します。図面やサンプルからのご相談も歓迎です。お問い合わせはこちら(TEL: 0276-30-3570)