「この部品は切削で十分?それとも研削が必要?」——加工方法の選定は、設計者や購買担当にとって頻繁に直面する課題です。判断を誤ると、オーバースペックによるコスト増や、精度不足による不良品発生につながりかねません。
この記事では、研削加工と切削加工の違いを精度・面粗度・コストなど7つの観点で比較し、用途別の使い分け基準を解説します。1978年創業の精密研削加工メーカーとして、両工法の特性を熟知した立場から実務に役立つ判断基準をお伝えします。
お急ぎの方へ
「切削か研削か迷っている」という方は、図面をお送りいただければ最適な工法をご提案します。お問い合わせフォームからお気軽にどうぞ。
切削加工とは
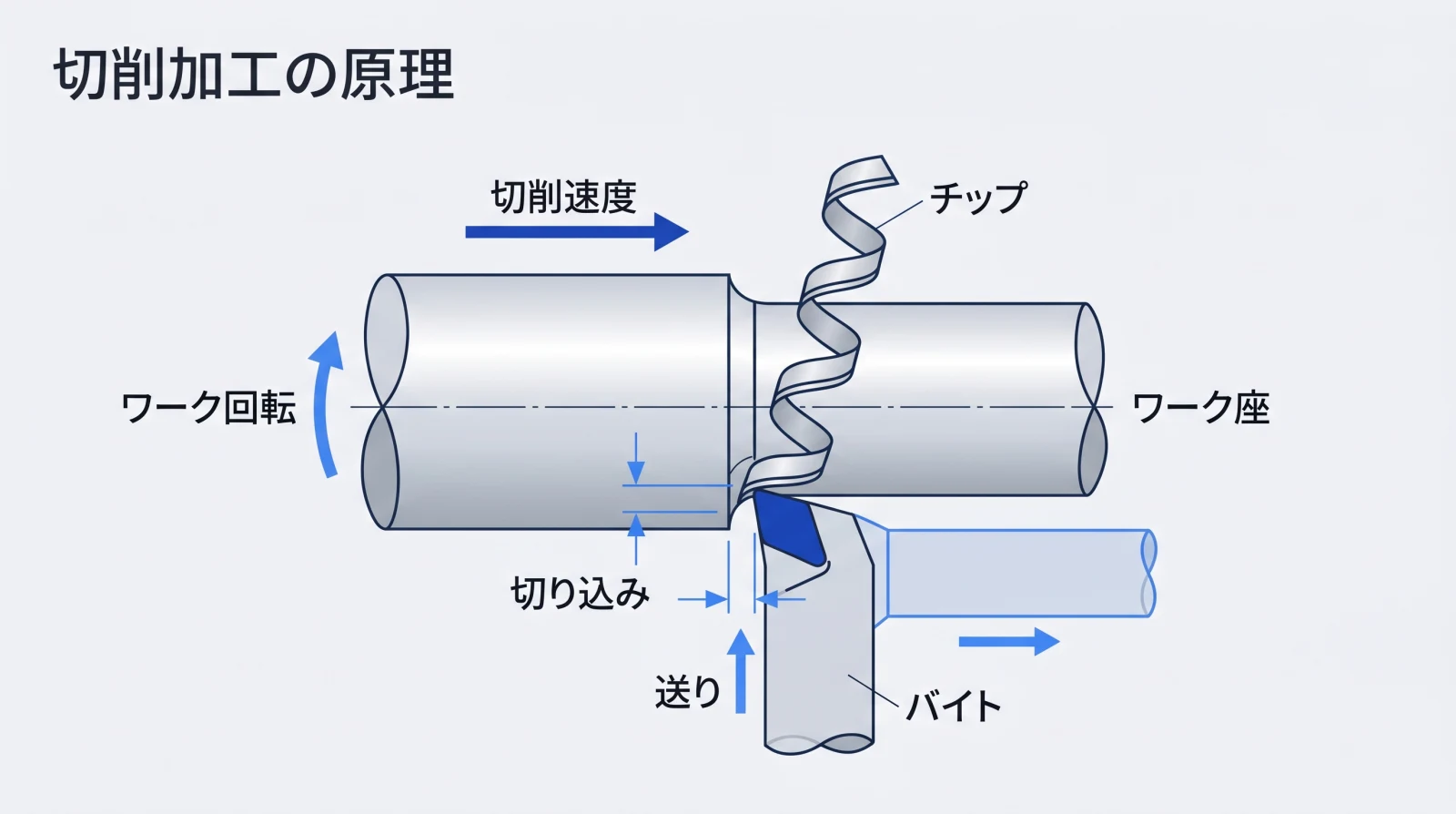
切削加工とは、バイトやエンドミルなどの刃物(切削工具)をワークに当て、不要な材料を切りくずとして除去する加工法です。旋盤加工、フライス加工、ボール盤加工、中ぐり加工などが代表的な切削加工に分類されます。
切削加工の特徴は、1回の加工で数mm単位の材料を除去できる高い材料除去率にあります。丸棒から複雑な軸形状を削り出したり、ブロック材からポケット形状を加工したりと、形状自由度が高い点が強みです。
一方で、達成できる寸法精度は一般的に±0.01〜±0.05mm程度、表面粗さはRa0.8〜6.3μm程度が実用的な限界です。加えて、焼入れ後のHRC50以上の高硬度材は工具摩耗が激しく、安定した加工が難しくなります。
研削加工とは
研削加工とは、高速回転する砥石の砥粒でワーク表面を微細に削り取る精密加工法です。詳しくは「研削加工とは?種類・特徴・用途を解説」で網羅的に解説していますので、併せてご参照ください。
研削加工の最大の特徴は、μm単位の寸法精度(±0.001mm)と鏡面レベルの表面仕上げ(Ra0.03)を実現できる点です。さらに、CBN砥石やダイヤモンド砥石を用いることで、HRC65までの高硬度材にも対応可能です。
当社では円筒研削盤17台と内面研削盤6台を保有し、φ1.5〜φ300の幅広い径に対応しています。
研削加工と切削加工の7つの違い
両者の違いを7つの観点で整理します。それぞれの特性を理解することで、最適な工法選定が可能になります。
| 比較項目 | 研削加工 | 切削加工 |
|---|---|---|
| 1. 加工原理 | 砥石の無数の砥粒で微細に除去 | 定形の刃物で大きく切削 |
| 2. 寸法精度 | ◎ ±0.001mm(1μm) | ○ ±0.01〜0.05mm |
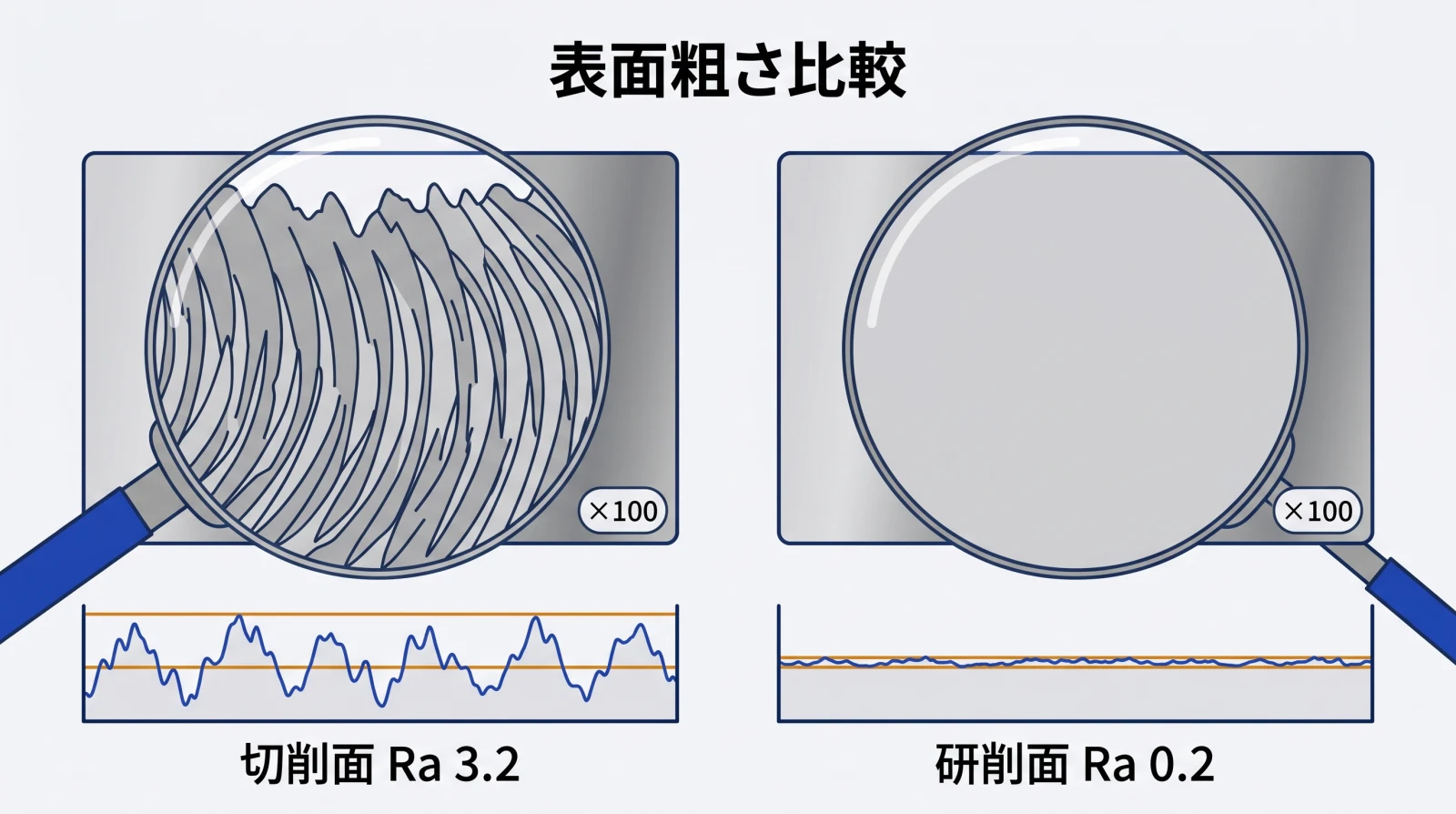
| 3. 表面粗さ | ◎ Ra0.03〜0.4μm | ○ Ra0.8〜6.3μm |
| 4. 対応硬度 | ◎ HRC65まで(焼入れ後OK) | △ HRC45程度まで |
| 5. 材料除去率 | △ 低い(数μm/pass) | ◎ 高い(数mm/pass) |
| 6. 形状自由度 | △ 円筒・平面・穴が中心 | ◎ 複雑形状に対応 |
| 7. 加工コスト | 中〜高(精度が高い分) | 低〜中(効率が高い分) |
このように、研削加工は「精度・仕上げ・高硬度」に強く、切削加工は「形状自由度・効率・コスト」に強みを持ちます。両者は対立関係ではなく、得意領域が異なる相互補完的な工法です。
精度と面粗度の違いを詳しく見る
精度の違いを直感的に理解するために、身近なスケールで例えてみましょう。
- 切削加工の精度 ±0.01mm: 人間の髪の毛の太さ(約0.08mm)の8分の1
- 研削加工の精度 ±0.001mm: 髪の毛の太さの80分の1。赤血球(約0.007mm)よりも小さい世界
表面粗さについても、切削加工のRa1.6μmでは指で触れると微かなざらつきを感じますが、研削加工のRa0.1μm以下になると目視では鏡面に見え、触感もツルツルです。この差は、摺動面やシール面など機能面の性能に直結します。
対応硬度の違い
切削加工と研削加工の使い分けで最も決定的な要因が、ワーク硬度です。
| 硬度レンジ | 切削加工 | 研削加工 | 代表的な素材 |
|---|---|---|---|
| HRC30未満 | ◎ 最適 | ○ 可能 | SS400、S45C(生材)、SUS304 |
| HRC30〜45 | ○ 対応可 | ○ 可能 | SCM435(調質)、SKS材 |
| HRC45〜55 | △ 工具寿命短い | ◎ 最適 | SKD11、SKD61(焼入れ) |
| HRC55〜65 | × 実質不可 | ◎ 最適 | SUJ2、SKH51(焼入れ) |
| HRC65以上 | × 不可 | ○ CBN/DIA砥石で対応 | 超硬合金、セラミック |
つまり、HRC45を超える硬度の素材を高精度に仕上げるには、研削加工が事実上の唯一の選択肢です。熱処理(焼入れ)後の仕上げ加工が研削の主戦場となるのはこのためです。
用途別の使い分けガイド
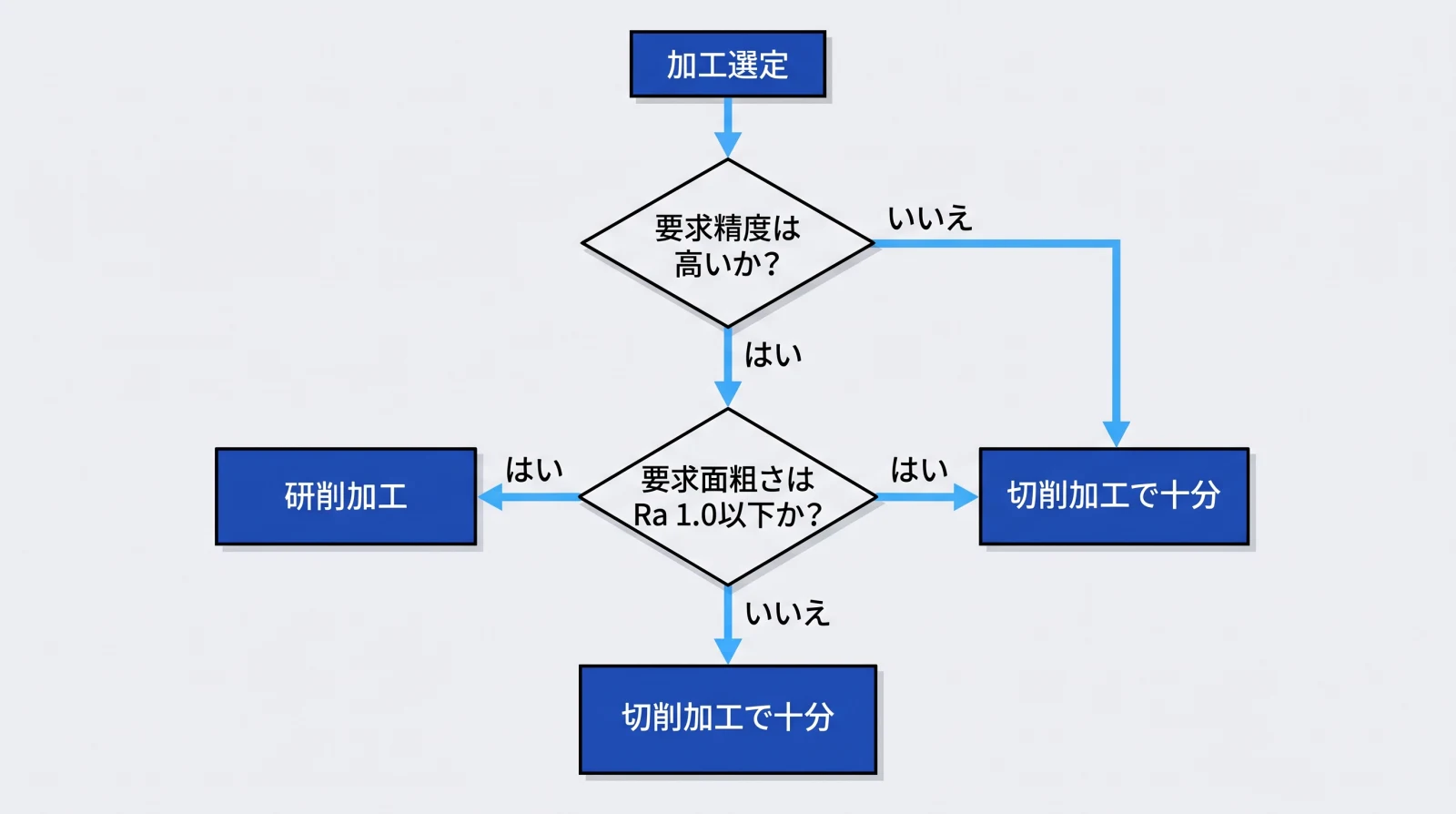
実際の工法選定では、以下の判断フローが参考になります。
研削加工を選ぶべきケース
- 寸法公差が±0.01mm以下を求められる場合
- 表面粗さがRa0.4μm以下を要求される場合
- 焼入れ後(HRC45以上)の仕上げ加工
- 真円度・円筒度・同軸度など幾何公差が厳しい場合
- 摺動面・シール面・嵌合面など機能面の仕上げ
切削加工を選ぶべきケース
- 寸法公差が±0.05mm以上で足りる場合
- 複雑な形状加工(ポケット、溝、ネジ等)
- 大きな取り代を効率的に除去したい場合
- 生材(未焼入れ)の加工
- コスト優先で、表面粗さの要求がRa1.6μm以上の場合
判断に迷うケース
実際の現場では「切削でも研削でもどちらでも対応できる」グレーゾーンが存在します。例えば、寸法公差±0.01〜±0.02mm、表面粗さRa0.4〜0.8μmの範囲です。
このような場合は、ロット数とコストのバランスで判断します。少量品であれば研削で確実に精度を出す方が結果的にコスト安になることもあります。逆に大量生産品では、切削条件の最適化で要求精度をクリアできるケースもあります。
判断に迷った場合は、図面をお送りいただければ最適な工法と概算コストをご提案いたします。お気軽にお問い合わせください。
工法選定のご相談
「切削で対応できるか、研削が必要か」の判断は、加工実績の豊富なメーカーに相談するのが最も確実です。当社では図面ベースで最適な工法・工程をご提案します。お問い合わせはこちら(TEL: 0276-30-3570)
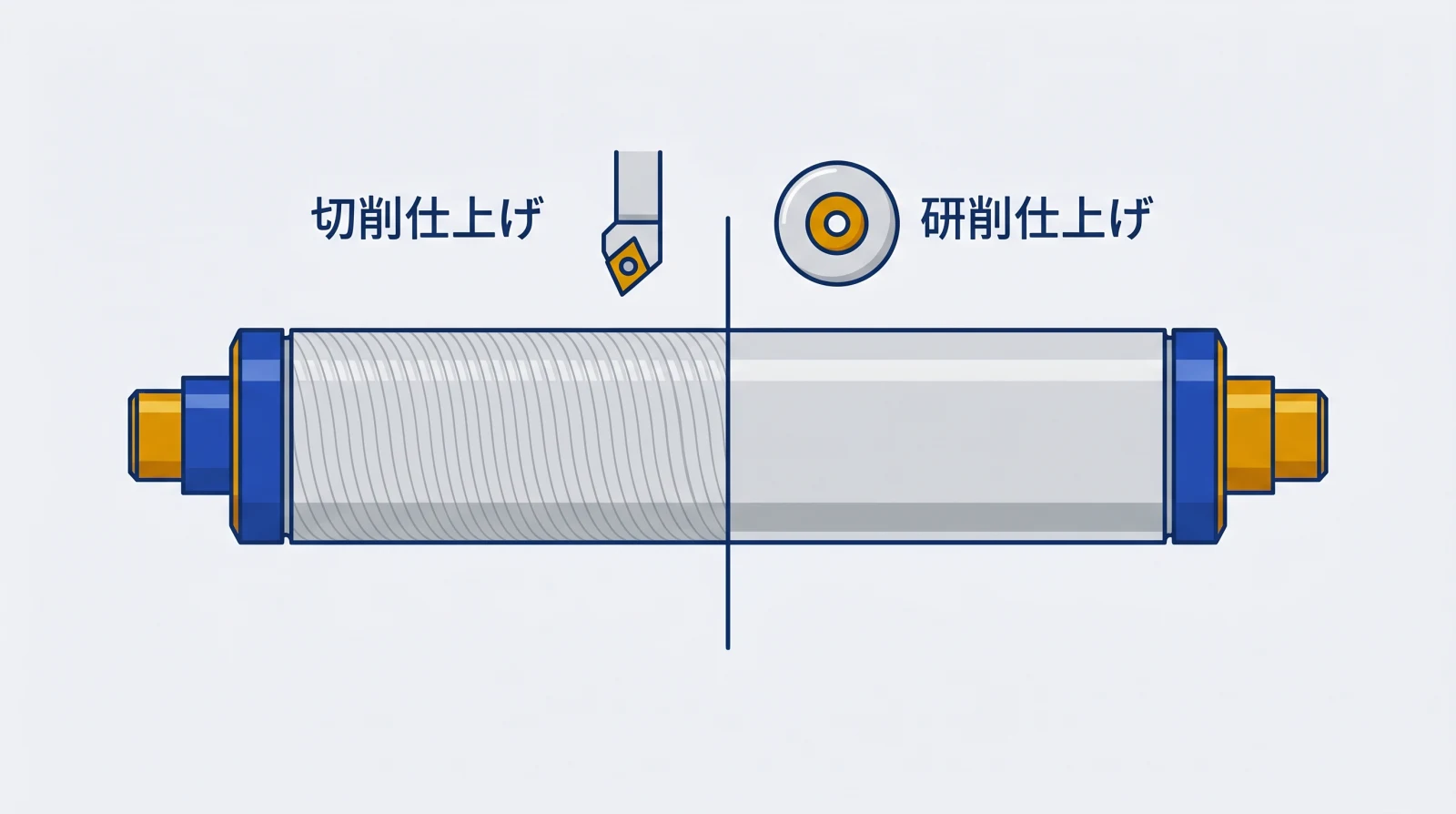
切削と研削を組み合わせた工程設計
高精度な機械部品を製造する際、切削加工と研削加工を「どちらか一方」で完結させることは稀です。実際の製造現場では、両者を組み合わせた工程設計が一般的です。
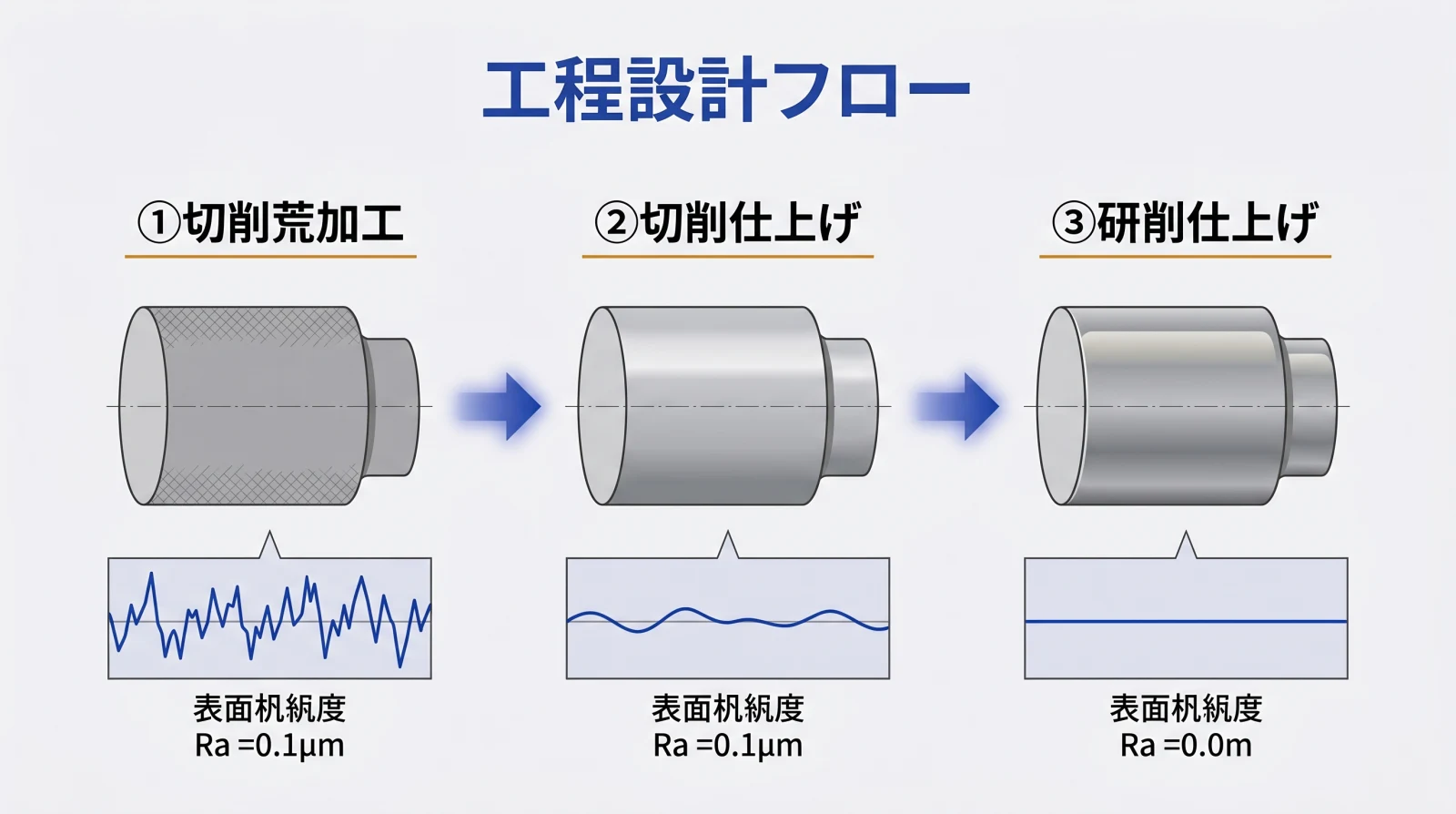
典型的な工程フロー
- 切削加工(荒加工): 丸棒やブロック材から、仕上がり寸法より0.1〜0.3mm大きく形状を削り出す
- 熱処理: 焼入れ・焼戻しで所定の硬度(HRC58〜62等)に調整
- 研削加工(仕上げ加工): 焼入れ後の硬い素材を、最終寸法まで精密に仕上げる
- 検査: 寸法・幾何公差・表面粗さを測定し、合否判定
この「切削→熱処理→研削」の流れは、自動車部品、金型部品、油圧部品など幅広い製品で採用されている標準的な工程です。
研削取り代の設計
工程設計で重要なのが、研削加工に残す「取り代」の設計です。取り代が少なすぎると熱処理による変形を除去しきれず、多すぎると研削時間とコストが増加します。
| 加工部位 | 推奨取り代(片肉) | 備考 |
|---|---|---|
| 外径(円筒研削) | 0.1〜0.2mm | 径が大きいほど多めに設定 |
| 内径(内面研削) | 0.1〜0.15mm | 深穴は変形量を考慮して多めに |
| 平面(平面研削) | 0.1〜0.3mm | 薄板は反り対策で両面から研削 |
当社では、切削加工後に研削で仕上げる一貫工程にも対応しています。工程全体を見据えた取り代設計のアドバイスも可能ですので、研削加工サービスページもご確認ください。