センタレス研削(センタレスグラインディング)は、円筒形ワークの外径を高精度に仕上げるための研削方法のひとつです。円筒研削との違いを知らずに加工方法を選ぶと、コスト・精度・納期のいずれかで損をしてしまうことがあります。
本記事では、センタレス研削の加工原理から円筒研削との違い、向く用途・向かない用途、精度の目安までを整理します。研削加工全般の基本については研削加工サービス、内面側の精密加工については内面研削もあわせてご覧ください。
■ お急ぎの方へ
センタレス研削・円筒研削の選定でお悩みでしたら、図面と要求精度をお送りください。最適な加工方法と概算費用をご回答します。お問い合わせフォームからお気軽にどうぞ。
センタレス研削とは
センタレス研削は、ワーク(被削材)をセンタ(中心穴)で支持せず、3つの要素で挟み込んで研削する方法です。「センタを使わない(centerless)」という名前の通り、ワークの両端に中心穴がない丸棒や長尺軸でも加工できる点が大きな特徴です。
センタレス研削の加工原理
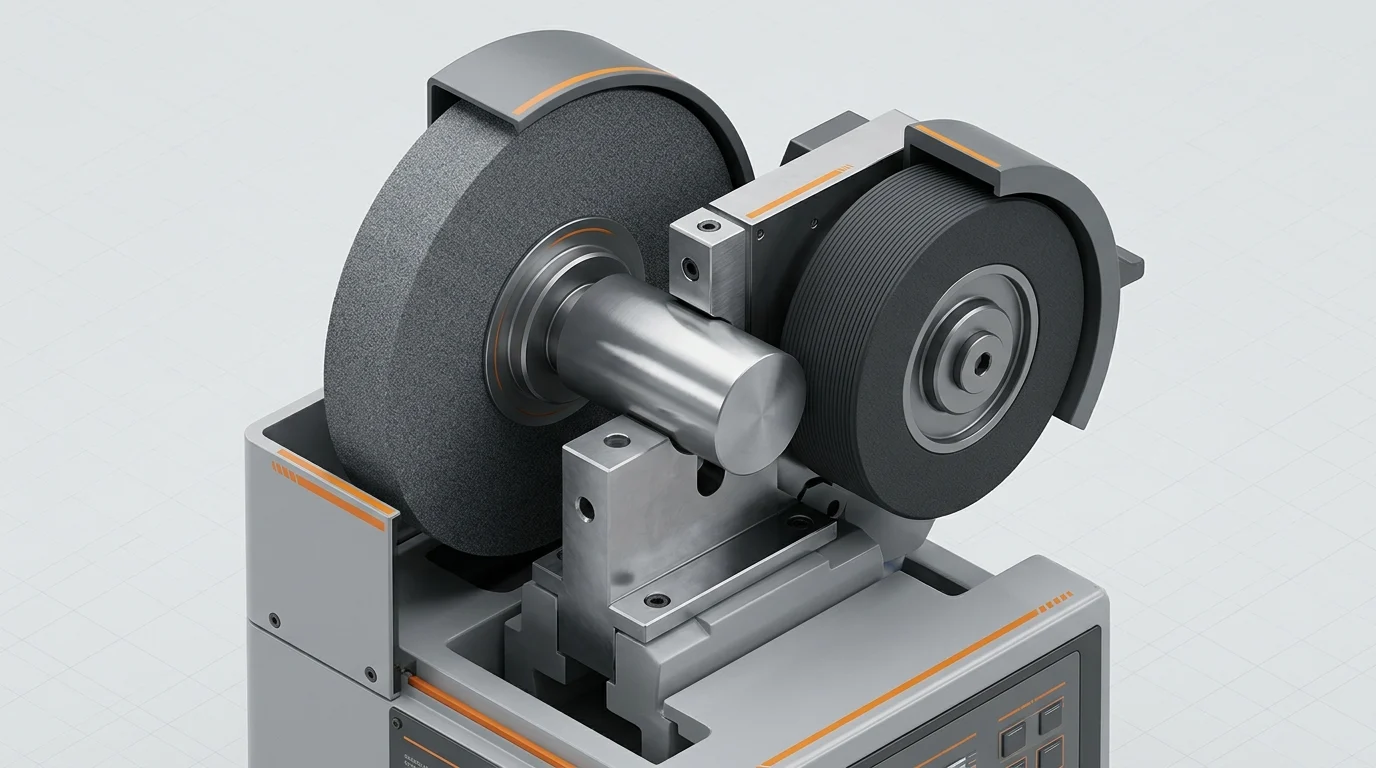
センタレス研削は次の3要素でワークを支持しながら、外径を研削します。
- 砥石(研削砥石): 実際にワークを削る役割。高速回転(25〜45m/s)
- 調整砥石(レギュレーティングホイール): 砥石より低速で回転し、ワークの回転速度と送り速度をコントロール
- 支持刃(ワークレスト): ワークを下から支える金属プレート
ワークはこの3要素の間で自転しながら、両者の隙間を通り抜ける形で研削されます。両センタで支える円筒研削と違って、ワークの両端に支持構造を必要としないため、丸棒材やパイプの量産加工に向きます。
スルーフィードとインフィードの2方式
センタレス研削には、加工する形状によって2つの方式があります。
| 方式 | 加工内容 | 向くワーク形状 |
|---|---|---|
| スルーフィード | 調整砥石を傾けてワークを軸方向に通過させながら研削 | 同径の丸棒・パイプ |
| インフィード | ワークを軸方向に固定し、砥石を径方向に切り込んで研削 | 段付き軸・テーパ部・短尺ワーク |
スルーフィード方式は連続加工が可能なため、量産時の生産性が極めて高いことが大きなメリットです。1分間に数十〜数百個のワークを処理できる場合もあります。
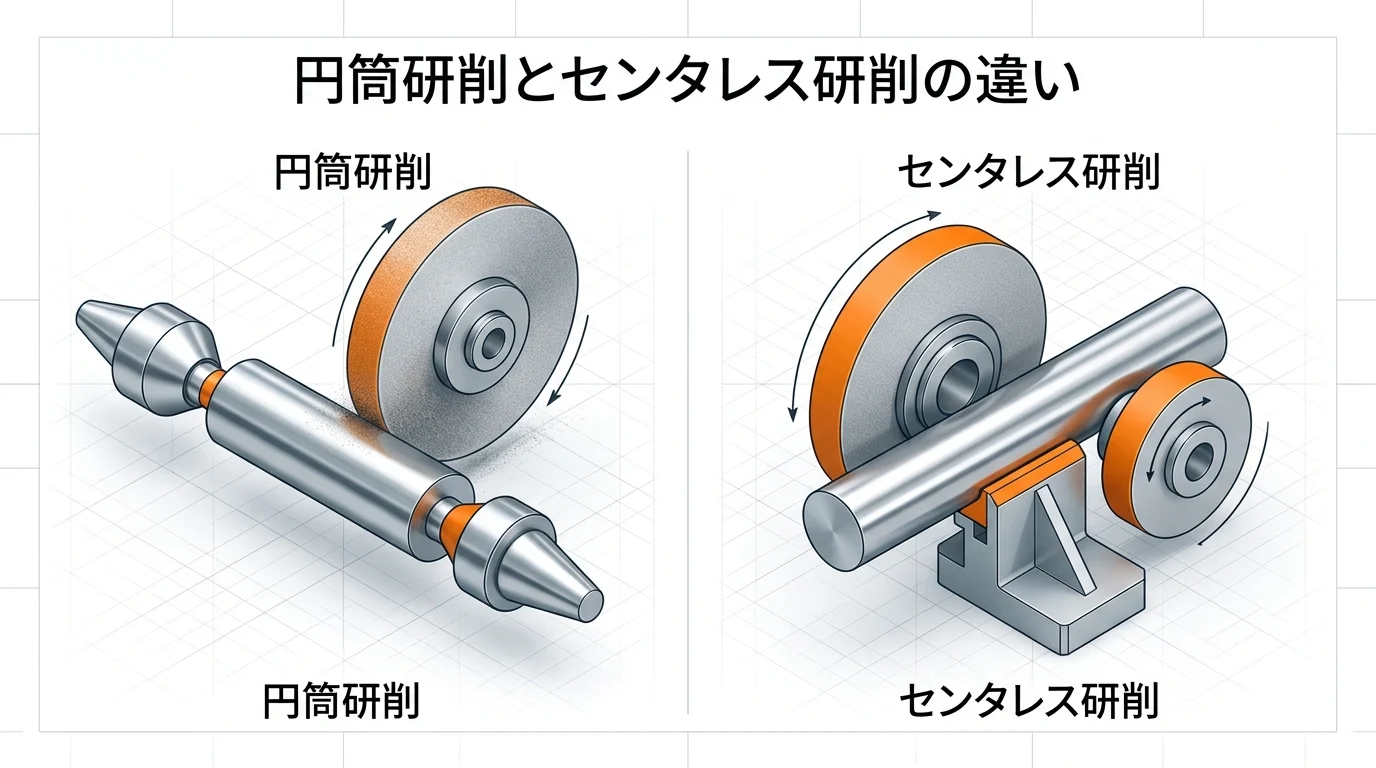
円筒研削との違い
円筒研削は、ワークの両端に設けたセンタ穴に「センタ」と呼ばれる治具を差し込み、両端で支持しながら回転させて外径を研削する方法です。センタレス研削とは支持方法が根本的に違うため、向く用途も異なります。
| 項目 | 円筒研削 | センタレス研削 |
|---|---|---|
| 支持方法 | 両端のセンタ穴で支持 | 砥石・調整砥石・支持刃で支持 |
| センタ穴加工 | 必要 | 不要 |
| 加工形状の自由度 | 段付き軸・偏心軸も対応 | 同心の円筒形が中心 |
| 真円度 | 0.5〜2μm | 0.3〜1μm |
| 量産性 | 中 | 高 |
| 段取り時間 | 長い | 短い |
| 長尺ワーク対応 | 制約あり(撓み) | 得意 |
| 短尺ワーク対応 | 得意 | 制約あり |
センタレス研削は真円度の面で円筒研削を上回るケースが多く、丸棒の同径外周を高精度に仕上げる用途では強みを発揮します。一方、段付き軸や偏心軸といった「軸の中で形状が変わる」ワークでは円筒研削が必要になります。
センタレス研削が向く用途
細長軸・長尺ワークの量産加工
シャフト・ピン・ロッド類の量産では、センタレス研削のスルーフィード方式が圧倒的な生産性を発揮します。両端の支持を必要としないため、ワーク長さの制約が小さく、3メートル超の長尺シャフトを連続研削することも可能です。
高真円度を要求される部品
センタレス研削はワークが砥石と調整砥石・支持刃の3点で支持される構造のため、ワーク自身の真円が補正されながら加工が進みます。これにより、円筒研削では難しい0.3〜1μmレベルの真円度が安定して得られます。ベアリング外径・ピストンピン・転がり軸受の内・外輪などで広く使われています。
多品種少量での切替が頻繁な現場
段取り時間が短いことから、ロットサイズが小さく品種切替が頻繁な現場でもセンタレス研削が選ばれます。同径の丸棒であれば調整砥石の角度・支持刃の位置・砥石の切り込みを微調整するだけで対応できるため、円筒研削に比べて切替時間を大幅に短縮できます。
センタレス研削が向かない用途
段付き軸・偏心軸
センタレス研削は基本的に同径の円筒形を前提とした加工方法です。段付き形状や偏心構造を持つワークは、3点支持のバランスが崩れて加工が成立しません。これらは円筒研削で対応します。
短尺・小径ワーク
長さに対して直径が大きい短尺ワーク(たとえば直径50mm × 長さ20mm)は、3点支持の安定性が確保しにくく、センタレス研削では加工が難しい領域です。短尺品は円筒研削や内面研削で対応する方が適しています。内面研削の対応範囲もあわせてご確認ください。
センタ穴を活用したい場合
後工程で同じセンタ穴を基準に追加加工や検査を行う場合、円筒研削で加工する方が一貫した基準面を保てます。逆に、センタ穴を残したくない設計(たとえば両端まで仕上げる必要がある軸)ではセンタレス研削が有利になります。
加工精度と表面粗さの目安
センタレス研削で達成できる精度の目安は次のとおりです。実際の精度は砥石・条件・機械剛性で変動するため、要求精度はワーク仕様に応じて加工メーカーに確認することをおすすめします。
| 項目 | 標準 | 高精度 |
|---|---|---|
| 外径公差 | ±5μm | ±1μm |
| 真円度 | 1〜2μm | 0.3〜1μm |
| 円筒度 | 2〜5μm | 0.5〜2μm |
| 表面粗さ | Ra 0.4μm | Ra 0.1μm以下 |
精度を追い込むためには、内面研削と同様に砥石の選定・クーラント管理・機械剛性の3要素が重要です。これらの基本については内面研削の精度管理でも詳しく解説しています。
アミイダの研削加工対応
当社(株式会社アミイダ/群馬県太田市)は研削加工の専門メーカーとして、内面研削・円筒研削・プロファイル研削に対応しています。センタレス研削が必要な場合は協力工場と連携しての対応となるため、ワークの形状・要求精度をお知らせください。最適な加工方法と工程をご提案します。
研削加工の対応範囲
| 加工種別 | 対応範囲 |
|---|---|
| 内面研削 | 内径φ1〜φ300mm、公差±1μm |
| 円筒研削 | 外径〜φ300mm、長さ最大700mm |
| プロファイル研削 | 異形・段付き軸対応 |
| 対応材質 | SCM・SUS・SKD・超硬・サーメット・ハステロイほか |
| ロット | 試作1個〜量産 |
設備の詳細は設備一覧、加工事例は加工事例の一覧でご確認いただけます。
■ お問い合わせ
円筒研削・センタレス研削・内面研削の選定や、要求精度・コストでお悩みでしたら、株式会社アミイダにご相談ください。図面・要求仕様をお送りいただければ、最適な加工方法と概算費用をご回答いたします。
お問い合わせフォームからお気軽にどうぞ。