「研削加工って切削加工と何が違うの?」「どの研削方法を選べばよいかわからない」——そんな疑問を抱える設計者や購買担当の方は多いのではないでしょうか。
この記事では、研削加工の基本原理から4つの種類の違い、切削加工との比較、実際の加工フローまでを網羅的に解説します。1978年の創業以来、精密研削加工に取り組んできた当社の知見をもとに、図表や比較表を交えてわかりやすくお伝えします。
お急ぎの方へ
研削加工のご相談・お見積りは、お気軽にお問い合わせフォームからご連絡ください。
研削加工とは
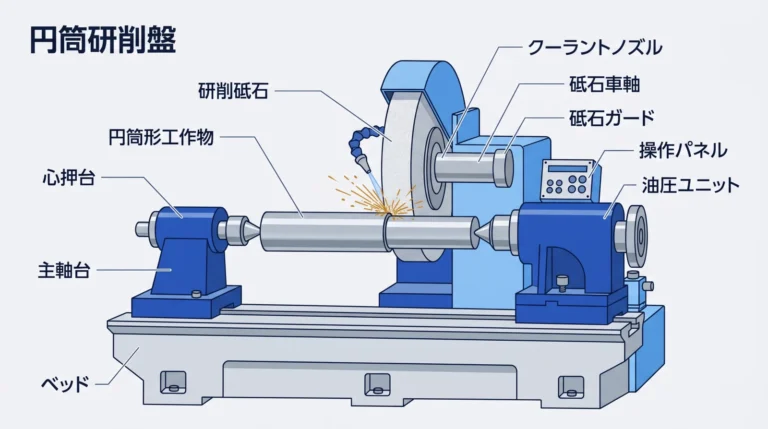
研削加工とは、高速回転する砥石(といし)をワーク(被加工物)に押し当て、砥粒の一つひとつで微小な切りくずを除去する精密加工法です。砥石に含まれる無数の砥粒がそれぞれ小さな刃物として機能し、切削加工では到達しにくいμm(マイクロメートル)単位の寸法精度と滑らかな表面仕上げを実現します。
研削加工の基本原理
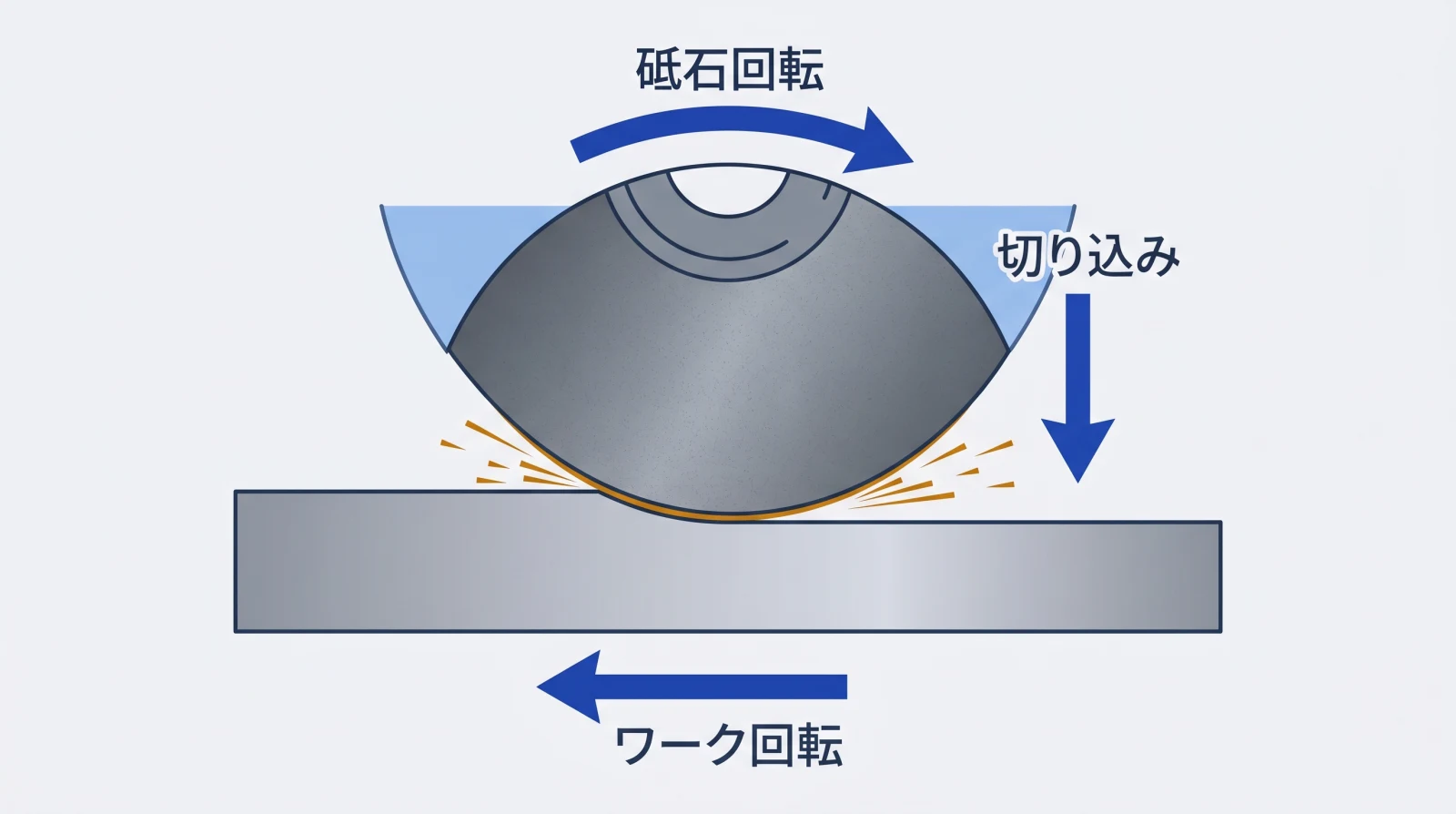
研削の仕組みは、砂で金属を磨く作業の延長線上にあります。砥石は砥粒・結合剤・気孔の3要素で構成されており、高速回転(通常1,500〜2,000m/min)によって砥粒がワーク表面を微細に削り取ります。
1回の切込み量は数μm〜数十μmと極めて小さいため、加工による熱変形や残留応力を最小限に抑えることが可能です。この特性により、焼入れ後の高硬度材(HRC60以上)も高精度に仕上げられる点が、研削加工の最大の強みです。
なぜ研削加工が必要なのか
切削加工だけでは対応しきれない場面が、製造現場には数多く存在します。研削加工が選ばれる主な理由は以下の3つです。
- 高硬度材への対応: 焼入れ後のSKD11やSUJ2など、HRC55以上の硬さを持つ材料は切削工具では加工が困難です。研削加工ならCBN砥石やダイヤモンド砥石を用いて高精度に仕上げられます
- μm単位の精度要求: 真円度0.5μm以下、寸法公差±0.001mmといった要求に対応できるのは研削加工ならではです
- 鏡面レベルの表面品質: 表面粗さRa0.03〜Ra0.1の仕上げが可能で、摺動面やシール面など機能面の品質確保に不可欠です
研削加工の4つの種類と特徴
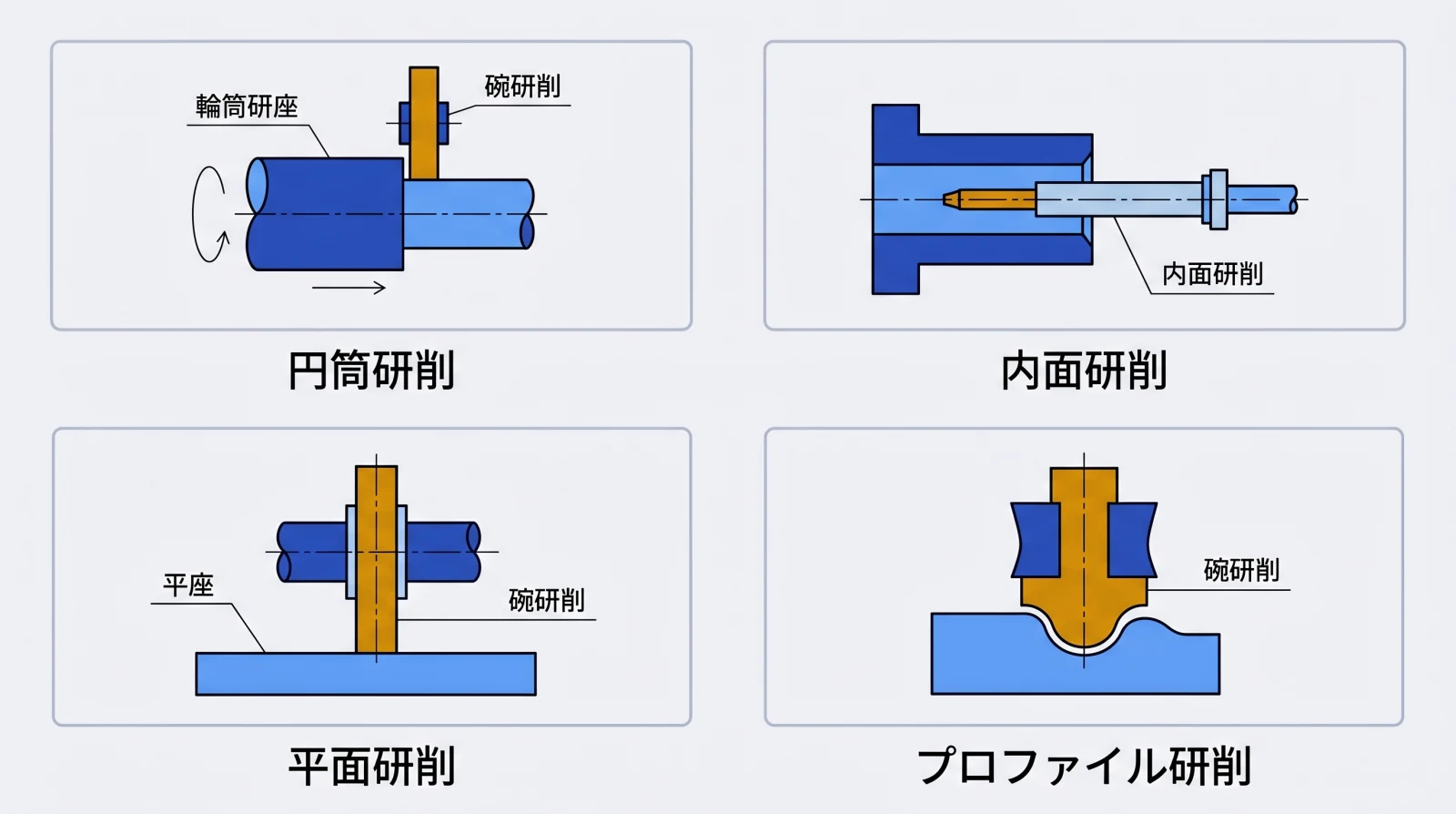
研削加工は、ワークの形状や加工面の位置に応じて大きく4種類に分かれます。それぞれ原理と得意分野が異なるため、製品の要求仕様に合わせた選択が重要です。
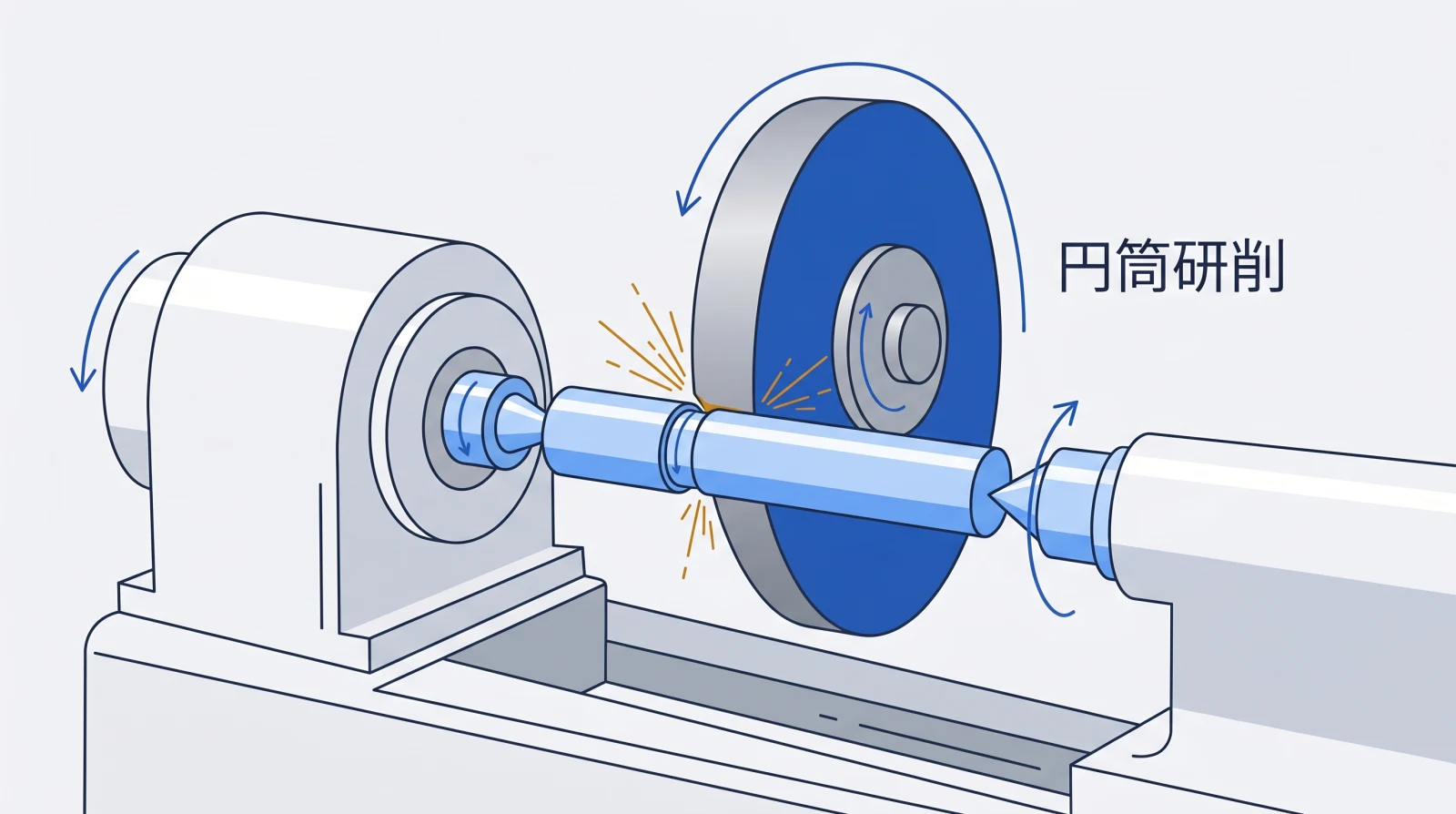
円筒研削
円筒研削は、丸棒やシャフトなど円筒形状ワークの外径面を高精度に仕上げる加工法です。ワークを両センタもしくはチャックで保持し、回転させながら砥石を押し当てます。
トラバース研削(砥石を軸方向に移動)、プランジ研削(砥石を径方向に切込む)、アンギュラ研削(斜めに切込む)の3方式があり、段付きシャフトやテーパ形状にも対応します。当社では17台の円筒研削盤を保有し、φ1.5〜φ300の範囲で真円度0.5μm以下の精密仕上げを行っています。
内面研削
内面研削は、穴やボアの内径面を精密に仕上げる加工法です。小径の砥石をワーク内部に挿入して研削するため、砥石軸の剛性確保が技術的なポイントとなります。
ベアリングの内輪、油圧シリンダのボア、金型のガイドブッシュなど、高い寸法精度と面粗度が求められる穴加工に不可欠です。当社の内面研削では6台の専用機でφ1.5〜φ220に対応し、±0.001mmの精度を実現しています。砥石クイルの内製化により、深穴300mmの貫通穴研削も可能です。
平面研削
平面研削は、ワークの平面を高い平面度・平行度で仕上げる加工法です。マグネットチャックでワークを固定し、砥石を水平方向に移動させながら研削します。
金型のプレート面、ゲージブロック、スペーサーなど、平面精度が機能に直結する部品に適用されます。当社の研削加工サービスでは、450×200mmまでのワークに対応しています。反りやすい薄板ワークに対しては、熱変形を考慮した切込み量の管理が重要です。
プロファイル研削
プロファイル研削は、複雑な断面形状を持つワークを砥石の形状転写によって仕上げる加工法です。成形した砥石をワークに押し当てることで、R形状や溝、段付き形状などを一度に加工できます。
歯車の測定子、金型のパンチ・ダイ、精密治工具など、通常の研削では対応が難しい形状に適用されます。NC制御によるドレス成形を組み合わせることで、再現性の高い高精度仕上げが可能です。
4種類の研削加工 比較表
| 項目 | 円筒研削 | 内面研削 | 平面研削 | プロファイル研削 |
|---|---|---|---|---|
| 加工対象 | 外径(丸物) | 内径(穴) | 平面 | 複雑形状 |
| 代表ワーク | シャフト、ピン | ブッシュ、シリンダ | プレート、ゲージ | 金型、治工具 |
| 達成精度 | 真円度0.5μm | ±0.001mm | 平面度0.005mm | 輪郭度±0.005mm |
| 表面粗さ | Ra0.03〜 | Ra0.05〜 | Ra0.1〜 | Ra0.2〜 |
| 適用硬度 | HRC65まで | HRC65まで | HRC65まで | HRC65まで |
上記の精度値はあくまで一般的な目安です。実際の加工精度は素材・形状・ロットにより異なります。具体的な仕様についてはお気軽にお問い合わせください。
研削加工と切削加工の違い
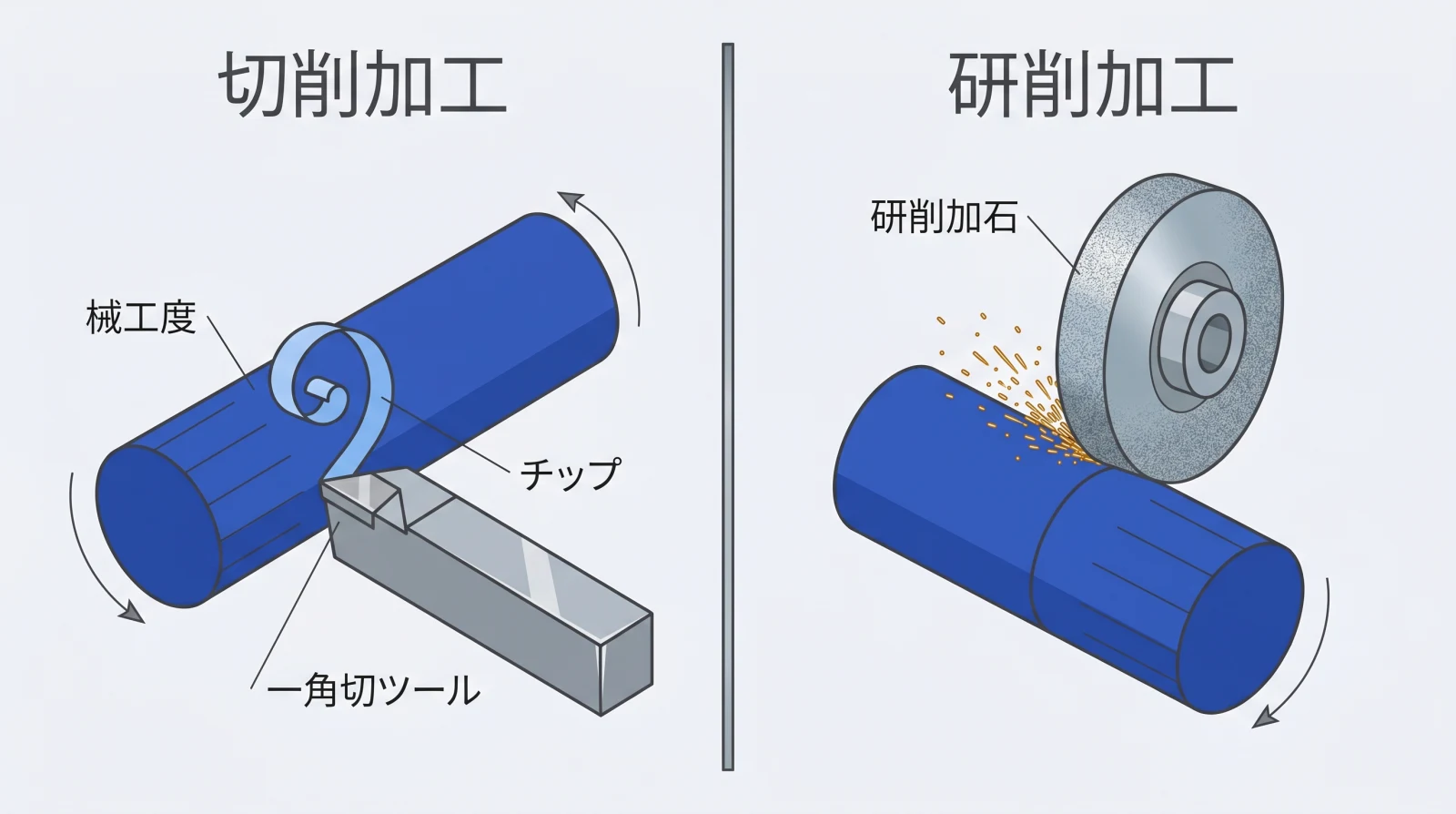
金属加工の現場では、研削加工と切削加工の使い分けに迷う場面が多くあります。両者の最大の違いは、加工原理と到達精度です。
切削加工はバイトやエンドミルなど定形の刃物でワークを削る方法で、材料除去率が高く荒加工に適しています。一方、研削加工は無数の砥粒で微細に削るため、精度と面品質に優れます。
| 比較項目 | 研削加工 | 切削加工 |
|---|---|---|
| 加工原理 | 砥粒による微細切削 | 刃物による切削 |
| 寸法精度 | ◎(±0.001mm) | ○(±0.01mm) |
| 表面粗さ | ◎(Ra0.03〜0.4) | ○(Ra0.8〜6.3) |
| 加工硬度 | ◎(HRC65まで対応) | △(HRC45程度まで) |
| 材料除去率 | △(低い) | ◎(高い) |
| 加工コスト | 中〜高 | 低〜中 |
| 主な用途 | 仕上げ加工、高硬度材 | 荒加工、形状加工 |
実際の製造現場では、切削で形状を作り、研削で精度を出すという工程設計が一般的です。つまり両者は対立するものではなく、工程全体の中で相互補完する関係にあります。
研削加工と切削加工の選び方についてさらに詳しく知りたい方は、今後公開予定のコラム記事もぜひご参照ください。
研削加工のご相談
「切削で対応できるか、研削が必要か判断がつかない」というケースも、当社にご相談いただければ最適な工法をご提案いたします。お問い合わせはこちら(TEL: 0276-30-3570)
研削加工の工程と品質管理
高精度な研削加工を実現するには、単に研削盤を動かすだけでなく、前後の工程を含めた一貫した品質管理が欠かせません。
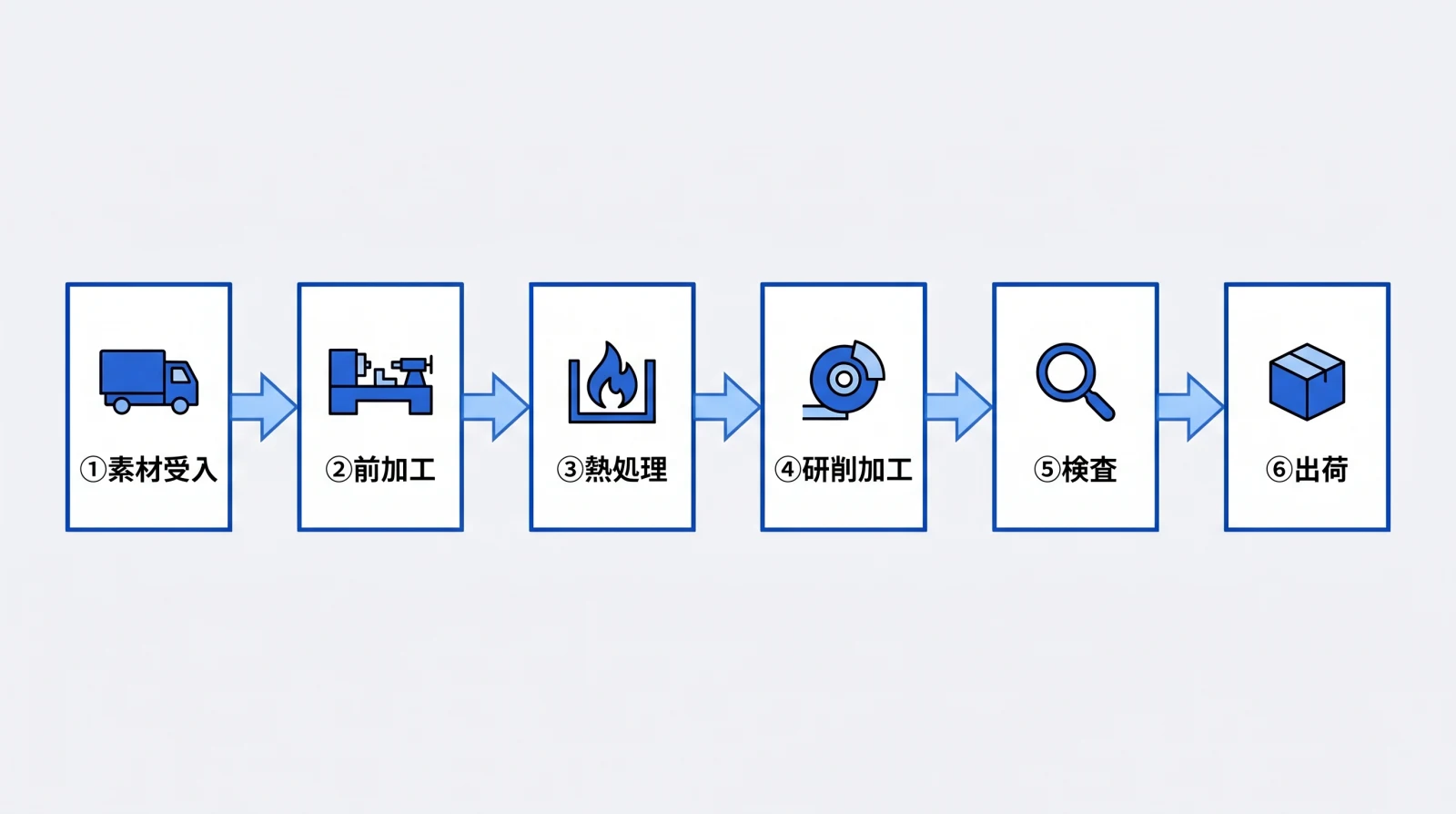
一般的な加工フロー
精密研削加工は、以下のステップで進行します。
- 図面確認・工程設計: 公差、面粗度、幾何公差の要求を確認し、最適な研削方法と砥石を選定します
- 素材受入検査: 材質証明書の確認、硬度測定、寸法確認を行います
- 段取り・砥石選定: ワーク保持方法の決定、砥石のツルーイング(形状修正)とドレッシング(切れ味回復)を実施します
- 粗研削: 取り代の大部分を除去します。切込み量10〜30μm/passが目安です
- 仕上げ研削: 最終寸法に追い込みます。切込み量2〜5μm/passで、面粗度と精度を確保します
- 工程内検査: 加工中にマイクロメータや真円度測定機で随時測定します
- 最終検査・出荷: 全寸法を検査成績書に記録し、出荷します
品質管理のポイント
研削加工の品質を左右する要因は多岐にわたります。特に重要なポイントは以下の3つです。
- 砥石の管理: 砥石の選定(砥粒の種類・粒度・結合度)と定期的なドレッシングが加工精度を大きく左右します
- 温度管理: 研削熱による寸法変化を防ぐため、クーラント(研削油)の適切な供給と機械の暖機運転が重要です
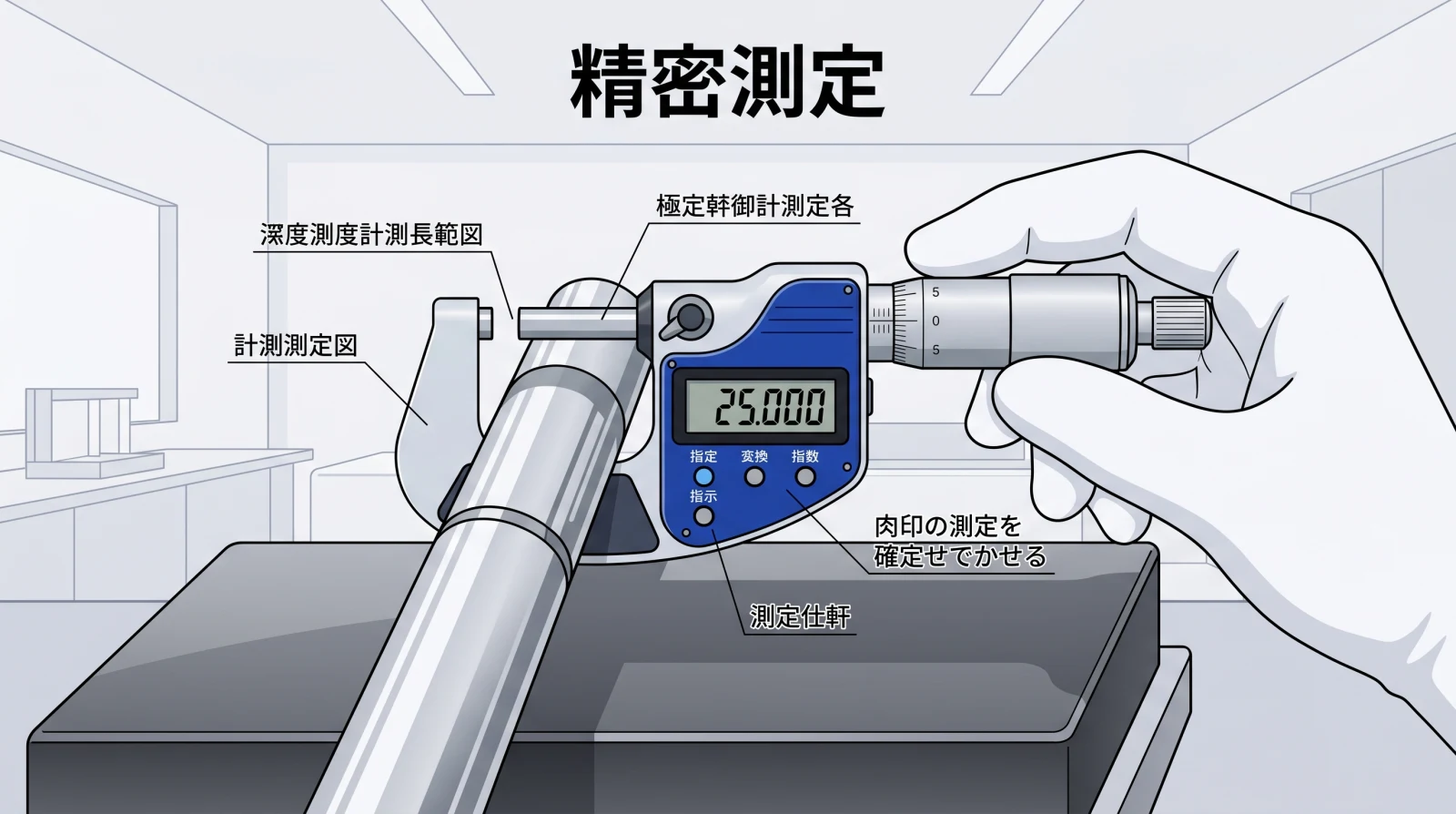
- 測定技術: μm単位の精度を保証するには、恒温室での測定や、測定器の定期校正が不可欠です
当社ではISO9001:2015に基づく品質マネジメントシステムを運用し、工程内測定と最終検査の二重チェック体制で品質を担保しています。技能検定1級を保有するオペレーターが加工を担当し、工程FMEA(故障モード影響解析)による予防管理も実施しています。当社の設備情報も併せてご確認ください。
研削加工が活躍する業界と用途

研削加工は、精度と表面品質が求められるあらゆる産業分野で活用されています。
| 業界 | 代表的な部品 | 求められる精度 |
|---|---|---|
| 自動車 | クランクシャフト、カムシャフト、バルブ | 真円度1μm、Ra0.1 |
| 半導体製造装置 | ステージ部品、スピンドル | 真円度0.5μm、Ra0.05 |
| 油圧・空圧 | シリンダロッド、ピストン、スプール | 寸法公差±0.003mm |
| 金型 | パンチ、ダイ、コアピン | 輪郭度±0.005mm |
| ベアリング | 内輪、外輪、ころ | 真円度0.3μm、Ra0.03 |
| 医療機器 | インプラント部品、手術器具 | Ra0.1以下、バリなし |
当社では自動車部品から半導体装置向け部品まで幅広い業界のお客様に対応しています。加工事例ページでは、実際の加工品の素材・寸法・精度をご紹介していますので、ぜひご覧ください。
また、お客様の加工課題に対する解決提案は課題解決事例にまとめています。「こんな加工はできるか?」というご質問があれば、まずはお気軽にお声がけください。