超硬(タングステンカーバイド)は硬く摩耗に強い反面、硬さゆえに削るのが難しく、微細な輪郭形状ほど加工のハードルが上がります。測定子のスタイラスや金型パンチ、放電用電極など、先端形状が品質を左右する超硬部品をどう仕上げるか——プロファイル研削はその有力な選択肢です。
本記事では、超硬の研削が難しい理由、砥石の選び方、対応できる微細形状の限界、代表的な加工対象までを実務目線で解説します。プロファイル研削の基本はプロファイル研削とは|仕組みと精度、放電加工との違いはプロファイル研削と放電加工の違いをご覧ください。
■ お急ぎの方へ
超硬の微細形状加工でお困りでしたら、図面と要求精度・面粗さをお送りください。加工可否のポイントをご回答します。お問い合わせフォームからどうぞ。
超硬の研削が難しい理由
超硬は硬さがHRA90前後(ロックウェル硬さAスケール)に達し、一般的な鋼材をはるかに上回ります。この硬さが、研削加工では次の難しさにつながります。
- 一般砥石では歯が立たない:通常のアルミナ系砥石では摩耗が激しく、形状を維持できない
- 欠け(チッピング)が起きやすい:硬く脆い性質のため、無理な切り込みでエッジが欠ける
- 微細形状ほど砥石・条件がシビア:先端Rが小さいほど砥石成形と加工条件の精度が問われる
これらを踏まえ、超硬の研削では「砥石の選定」と「形状をなぞるプロファイル研削の柔軟さ」が品質を大きく左右します。
超硬に適した砥石の選び方
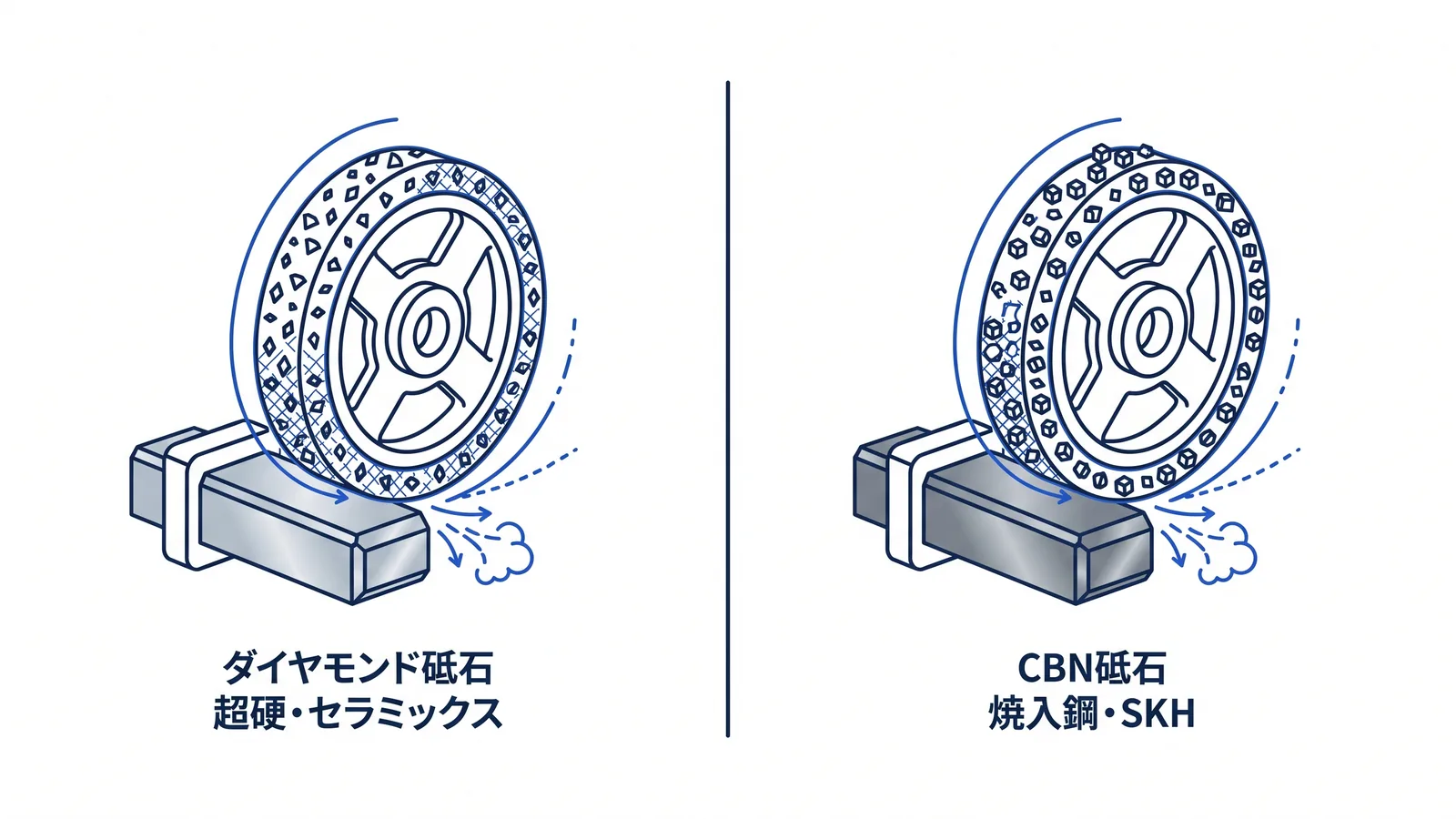
超硬の研削では、砥粒の硬さが被削材を上回る「超砥粒」砥石を使います。被削材に応じた使い分けが基本です。
- ダイヤモンド砥石:超硬・セラミックスなど非鉄系の硬質材に最適。超硬の輪郭研削はこちらが主力
- CBN砥石:焼入鋼・高速度工具鋼(SKH)など鋼系の難削材に適する。鉄系と反応しにくい
アミイダでは一般砥石に加えCBN砥石・ダイヤモンド砥石を取りそろえ、R成形ドレッサーでストレート〜テーパー、R形状まで砥石を成形します。これにより、被削材と形状の組み合わせに合わせた最適な研削が可能です。研削時の発熱対策については研削焼けの原因と防止策もあわせてご確認ください。
どこまで微細な形状に対応できるか
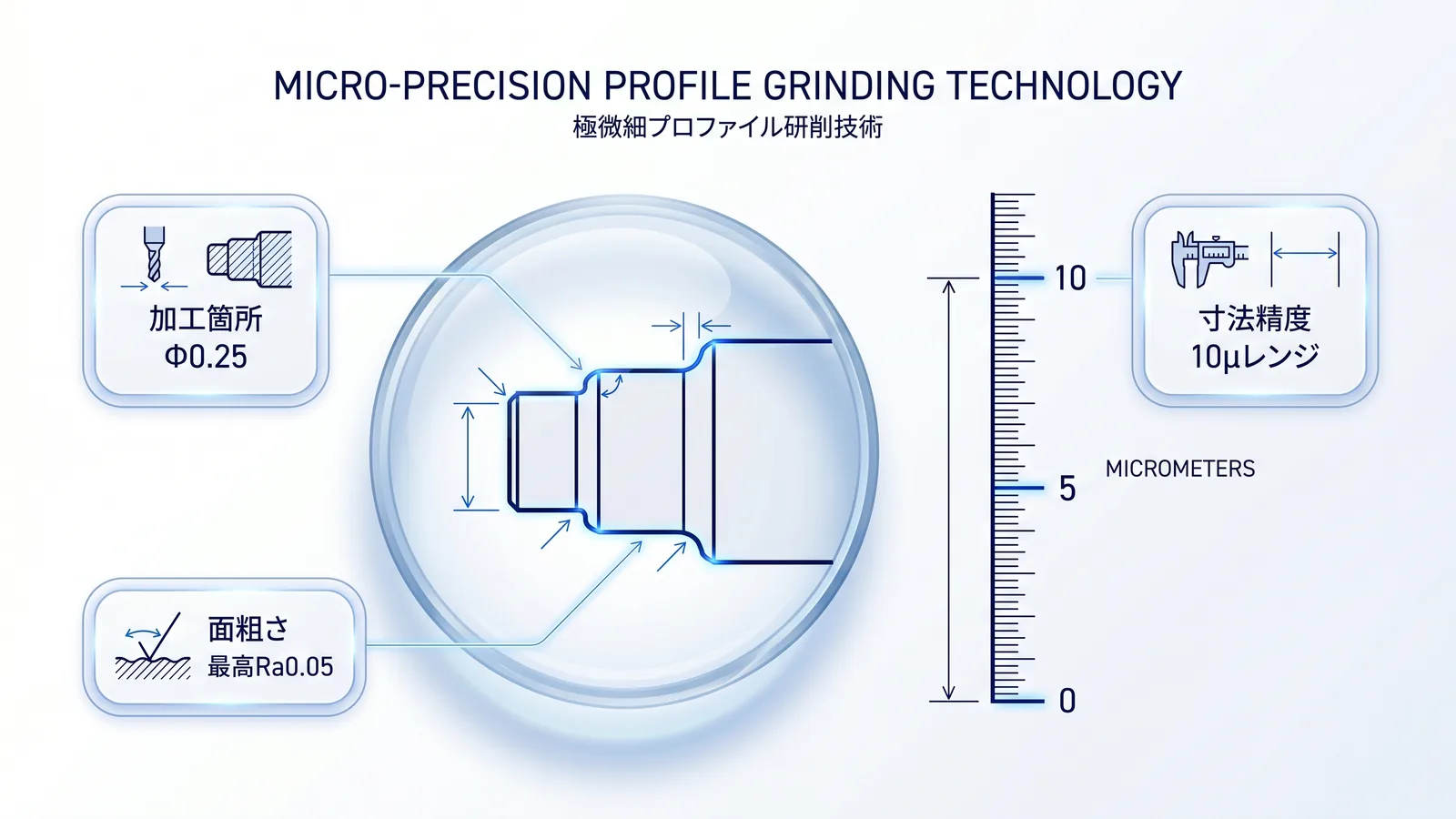
プロファイル研削は平面研削より細い砥石を使うため、微細で複雑な形状を高精度に仕上げられます。アミイダの対応範囲の目安は次の通りです。
- 微細形状:最小で加工箇所Φ0.25(円筒装置Φ1.5)の微細な輪郭
- 寸法精度:10μ(0.01mm)レンジでの安定保証
- 面粗さ:標準Ra0.2、条件により最高Ra0.05
代表的な加工対象と事例
超硬のプロファイル研削は、先端や輪郭の形状精度が直接品質に結びつく部品で多く採用されています。
- スタイラス(測定子):測定機器の先端形状。形状のわずかな崩れが測定値に直結する
- 金型パンチ:プレス金型の立ち上がりR形状など、輪郭精度が抜き品質を左右する部品
- 放電用電極:微細形状の電極製作。研削で電極をつくることで形状精度を確保する
たとえば工具鋼SKH51のクイルライナーでは、R形状0.01・真直度0.01の精度で加工した実績があります。先端形状0.35・振れ0.02を要求されるフィーラ(測定子)など、微細な先端形状の加工も得意とする領域です。加工事例や対応設備はプロファイル研削の加工ページで紹介しています。
形状をどう保証するか
微細形状の品質は「測定」で担保します。アミイダでは形状測定器を導入し、輪郭形状を実測で保証。加工精度に応じては研削盤上の投影機でも測定し、図面通りの形状をつくり込みます。ワイヤーカットや形彫放電でしか加工できないと思われがちな微細形状を、プロファイル研削で実現してきた実績があります。
■ ご相談ください
超硬の微細形状加工でお悩みでしたら、群馬県太田市のアミイダにご相談ください。図面・材質・要求精度をもとに、砥石選定から形状保証まで含めてご提案します。お問い合わせはこちら。