超硬や焼入鋼で微細な輪郭形状を仕上げたいとき、「プロファイル研削」「ワイヤーカット放電」「形彫放電」のどれを選ぶべきか迷った経験はないでしょうか。いずれも複雑形状を高精度に加工できますが、原理がまったく異なるため、形状や要求品質によって向き・不向きがはっきり分かれます。
本記事では、プロファイル研削と2種類の放電加工の違いを、原理・面粗さ・コーナーR・素材適性の観点から比較し、超硬や微細形状での使い分けを整理します。プロファイル研削そのものの仕組みはプロファイル研削とは|仕組みと精度をご覧ください。
■ お急ぎの方へ
「放電で考えていたが研削でできないか」といったご相談も歓迎です。図面と材質・要求精度をお送りいただければ、適した工法をご回答します。お問い合わせフォームからどうぞ。
3つの加工方法の概要
まず、それぞれの加工がどのように形状をつくるのかを整理します。
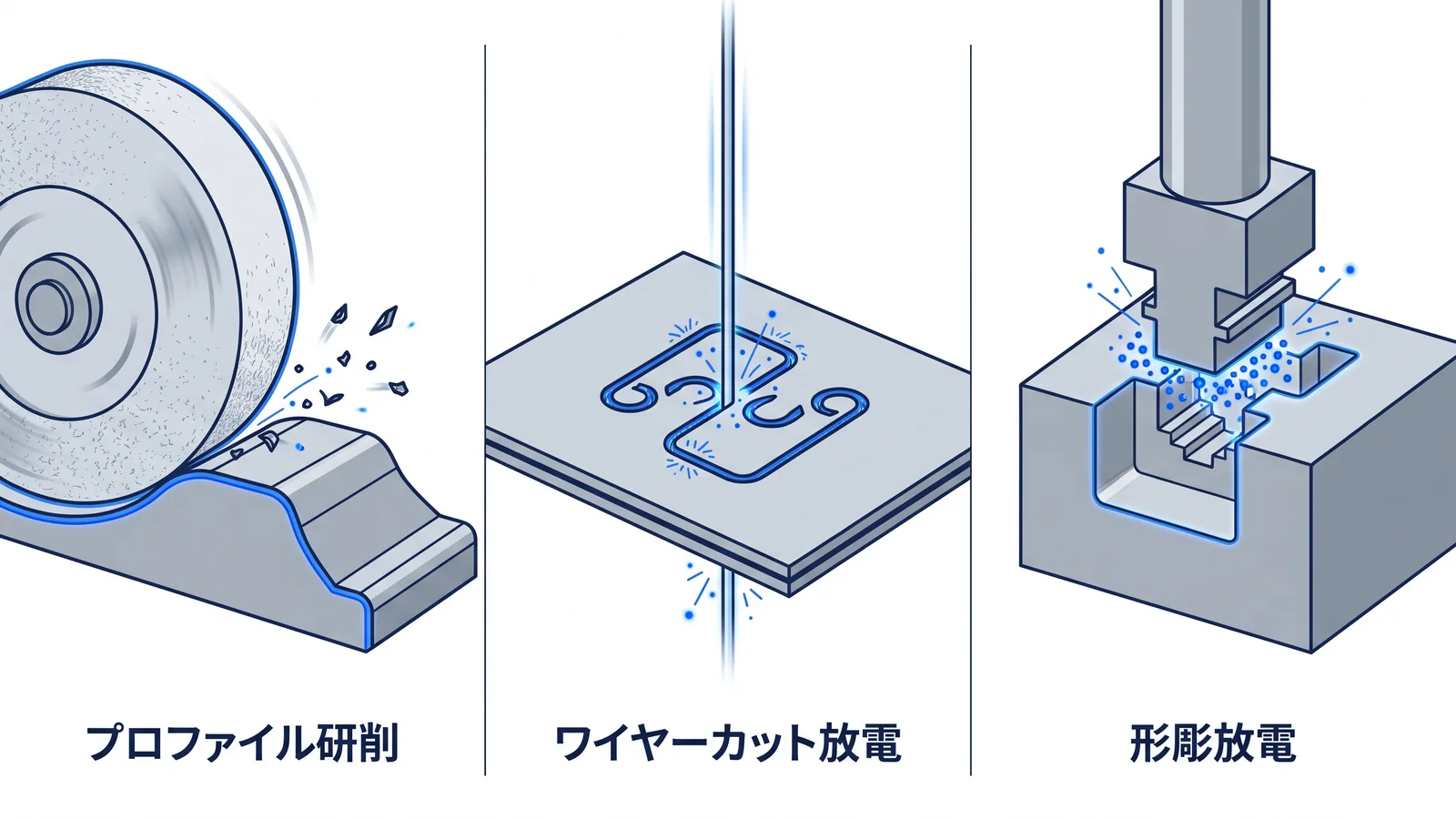
- プロファイル研削:細い砥石を所定の形状に成形し、輪郭をなぞって削り取る接触加工。投影機で拡大して形状を照合しながら仕上げる
- ワイヤーカット放電:細いワイヤー電極と材料の間で放電を起こし、糸のこぎりのように輪郭を切り抜く非接触加工。貫通させる必要がある
- 形彫放電:加工したい形状の電極を「型」として放電で転写する非接触加工。貫通させずに底付きのポケット形状もつくれる
原理と特徴の違いを比較
3つの工法の主な違いを表に整理します。どれが優れているということではなく、形状と要求品質に応じて使い分けるのが基本です。
| 項目 | プロファイル研削 | ワイヤーカット放電 | 形彫放電 |
|---|---|---|---|
| 加工原理 | 砥石で削る(接触) | 放電で溶かす(非接触) | 放電で溶かす(非接触) |
| 得意な形状 | R・溝・テーパ等の外周輪郭 | 貫通する輪郭・抜き形状 | 底付きポケット・型形状 |
| 面粗さの目安 | ◎ Ra0.2〜0.05 | ○ 条件による | ○ 条件による |
| 鋭いコーナーR | ◎ 砥石形状で対応 | △ ワイヤー径で制限 | ○ 電極形状による |
| 変質層(熱影響) | 少(適正条件下) | 放電痕・変質層が残る | 放電痕・変質層が残る |
| 素材の導電性 | 不問(絶縁体も可) | 導電性が必要 | 導電性が必要 |
放電加工は非接触のため加工応力が小さく、超硬のような硬い材料でも形状を切り出せる強みがあります。一方で、加工面には放電痕や熱の影響を受けた変質層が残るため、面性状や疲労強度を重視する部品では後加工が必要になることもあります。
超硬・微細形状での使い分け
超硬や微細形状の加工では、次のような観点で工法を選ぶと判断しやすくなります。
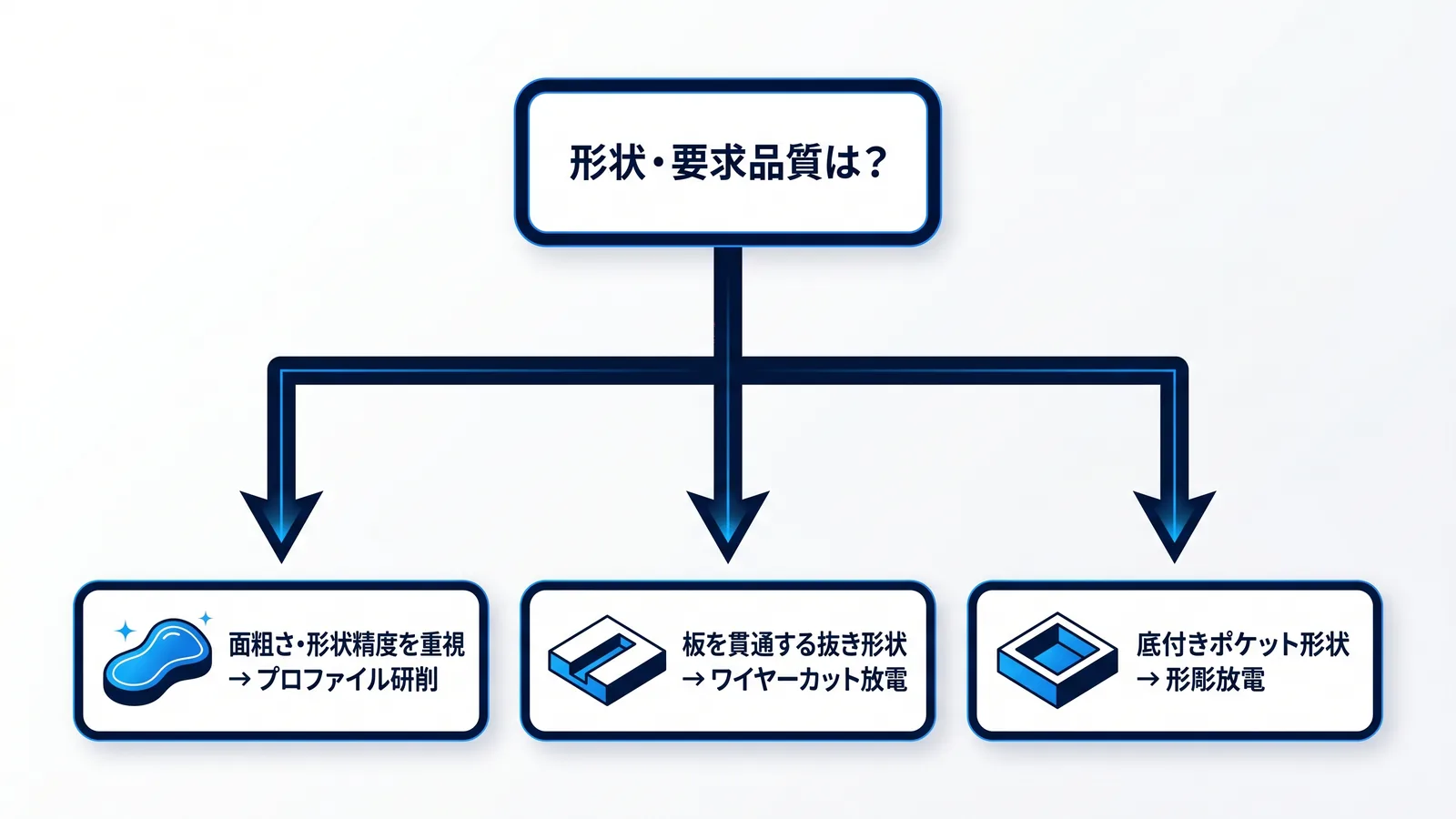
- 輪郭の面粗さ・形状精度を最優先するなら:プロファイル研削。CBN砥石・ダイヤモンド砥石を使い分け、最高Ra0.05の輪郭仕上げが可能
- 板材を貫通させて抜き形状をつくるなら:ワイヤーカット放電
- 底のあるポケットや複雑な型形状なら:形彫放電
超硬のプロファイル研削で実際にどこまで微細な形状に対応できるかは、超硬のプロファイル研削|スタイラス・電極の微細加工で詳しく解説しています。研削と切削の違いを含めた加工方式全体の整理は研削加工と切削加工の違いも参考になります。
プロファイル研削が有利になるケース
「放電加工でしか無理」と思われがちな形状でも、プロファイル研削で担えるケースは少なくありません。次のような条件では、研削が有利になります。
- 輪郭の面粗さを重視する(測定子の先端、摺動部など)
- 変質層を避けたい(疲労強度や面性状が品質を左右する部品)
- 外周の鋭いコーナーRや勾配を、砥石成形で正確に出したい
- 放電では段取りが大がかりになる微細形状を、砥石成形の柔軟さで短納期に仕上げたい
アミイダでは、ワイヤーカットや形彫放電でしか加工できないと思われがちな微細形状を、プロファイル研削で実現してきた実績があります。対応設備や形状例はプロファイル研削の加工ページをご覧ください。
■ ご相談ください
工法の選定でお悩みでしたら、群馬県太田市のアミイダにご相談ください。図面・材質・要求精度をもとに、研削・放電のどちらが適するかも含めてご提案します。お問い合わせはこちら。