加工概要
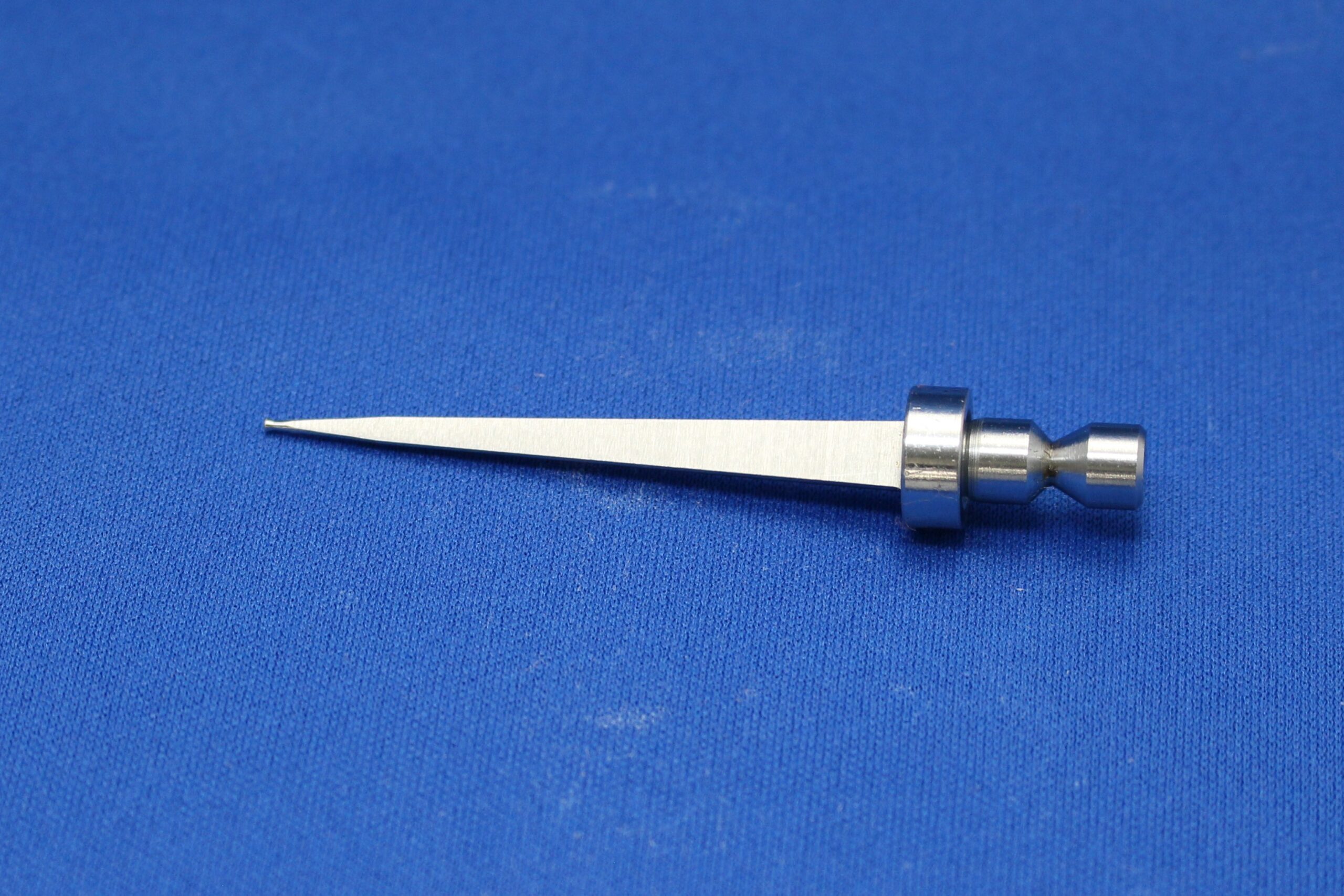
歯車の形状測定に使用する測定子の精密研削加工事例です。測定子の先端形状は測定精度を左右する重要な要素であり、高い寸法精度と面粗度が求められます。本製品は消耗品として定期的に交換が必要なため、安定した品質での継続供給が求められました。
加工のポイント
プロファイル研削による外形成形
段付きシャフト形状の外径部をプロファイル研削で高精度に仕上げています。φ6mmからφ8mmへの段差部分も滑らかに加工し、測定時のガタつきを防止しています。
測定子の先端形状を菱形に加工
プロファイル研削後、先端部分を平面研削で平坦に仕上げました。さらにC0.05の微小面取りを施すことで、測定子の先端形状を菱形に成形。歯車との接触面を最適化し、測定精度の向上に貢献しています。
使用材料について
素材にはS45C(機械構造用炭素鋼)を採用。適度な硬度と優れた加工性を持ち、測定子や検査治具に多く使用される材料です。当社ではS45Cをはじめとする鉄系材料の研削加工を数多く手がけており、安定した品質でお届けしています。
消耗品・リピート品への対応
測定子は使用に伴い摩耗するため、定期的な交換が必要な消耗品です。初回加工時の条件を記録し、リピート発注時も同一精度の測定子の先端形状を再現できる体制を整えています。小ロットから対応可能ですので、お気軽にご相談ください。


